28.11.25 – Folami-Projekt
Laserstrahl für Stahl-Aluminium-Mischverbindungen im Schiffbau
Das Forschungsvorhaben Folami hat die prozesssichere Herstellung von dickwandigen Leichtbau-Mischverbindungen mittels Laserstrahlschweißen zum Ziel.
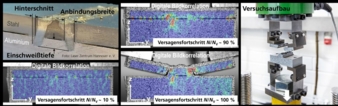
Bild 1: Versagen von Stahl-Aluminium-Überlappverbindungen, geschweißt mit sich kreuzenden Laserstrahlen zur Erzeugung eines Hinterschnitts unter zyklischer Kopfzugbelastung. © Fraunhofer LBF

Bild 2: Experimentelle Schwingfestigkeitsanalyse zur lokalen Schwingfestigkeitsbewertung von Stahl-Aluminium-Schweißnähten mithilfe digitaler Bildkorrelation. © Fraunhofer LBF
Derartige hybride Kombinationen kommen im Schiffbau, insbesondere im Yachtbau, bereits in Form von explosionsgeschweißten Adaptern zum Einsatz, um Schiffkomponenten aus Stahl und Aluminium zu fügen. Ziel ist es, die Gewichtsverteilung in Strukturen und Komponenten anzupassen und zur Senkung des Eigengewichts durch die Umsetzung von Leichtbaukonzepten beizutragen. Die explosionsgeschweißten Adapter sind zum einen kostenintensiv und weisen zum anderen konstruktive und funktionale Einschränkungen auf. Eine Alternative ist die Herstellung der Adapter durch Laserstrahlschweißen.
Hervorgehend aus den Forschungsergebnissen des Laser Zentrum Hannover e.V. wurde im Konsortium die innovativen Schweißmethode des nut- und pulverbasierten form- und stoffschlüssigen Laserstrahlschweißens mit spektrometerbasierter Prozessregelung von Stahl an Aluminium entwickelt. Dadurch konnten bislang begrenzte Verbindungsfestigkeiten, insbesondere unter Kopfzugbelastung, und die geringen Verformungsfähigkeiten des Gefüges deutlich verbessert werden. Infolge der sich kreuzenden Anordnung der Laserstrahlen werden Schweißverbindungen mit einem Hinterschnitt im unteren Fügepartner erzeugt, wodurch die Einschweißung in den Aluminiumwerkstoff nicht nur stoffschlüssig, sondern auch formschlüssig wirkt, Bild 1 (links oben).
Finite Elemente Methode
Im Zuge der Schweißprozessentwicklung am Überlappstoß dienten zunächst numerische Belastungsanalysen mit der Finite-Elemente-Methode zur Vorauswahl geeigneter Nahtgeometrieparameter, beispielsweise Einschweißtiefen und Anbindungsbreiten, und folglich der Schweißprozessparameterentwicklung für die komplexe Anordnung der sich kreuzenden Laserstrahlen mit Hinterschnitt. Als Werkstoffe kamen die Aluminiumlegierung EN AW-6082 T6 und der Stahlwerkstoff S355 zum Einsatz. Für einfache, vergleichsweise qualitativ hochwertige Schweißnähte wurden die geeigneten Parameter durch maximale Kopf- (12 kN) und Scherzugkräfte (26 kN) sowie Kraftamplituden unter zugschwellender Kopfzugbelastung, Bild 1 (rechts), quantifiziert. Infolge der gemeinsam für Einschweißtiefen von 2,0 mm, 2,5 mm und 3,0 mm ausgewerteten Biegespannungswöhlerlinie für Versagensschwingspielzahlen (NV) unter zyklische Kopfzugbelastung resultiert eine geringe Streuung von TF = 1:1,4, deren ertragbaren Biegespannungsamplituden im Bereich von laserstrahlgeschweißten T-Stößen aus Stahl liegen. Der (prozentuale) Versagensfortschritt N/NV wurde zusätzlich digitaler Bildkorrelation analysiert und darin Dehnungskonzentrationen visualisiert, Bild 1 (links).
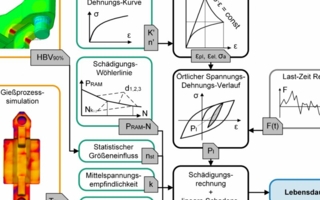
Der Fokus der Forschungsarbeit des Fraunhofer LBF lag in der Entwicklung einer Methodik zur Bewertung der Stahl-Aluminium-Laserschweißverbindungen und dessen Umsetzung in einem geschweißten Adapter. Dazu wurde eine lokale Bewertungsmethode, die sog. Peak-Stress-Method, auf den Anwendungsfall der Stahl-Aluminium-Mischverbindung mit Hilfe der digitalen Bildkorrelation zum Dehnungsabgleich übertragen, Bild 2. Der dafür entwickelte Bewertungsablauf sieht vor, die sich einstellenden Schweißnahtcharakteristika, wie bspw. Anbindungsbreite oder Einschweißtiefe in den Aluminiumwerkstoff, mit der nach der Peak-Stress-Method abgeleiteten und experimentell verifizierten Schwingfestigkeit zu korrelieren. Als Erweiterung der Datenbasis gegenüber den Versuchsergebnissen wurden Parametervariationen der Schweißnahtgeometrie und Finite-Elemente-Belastungssimulationen zur Ableitung von Peak-Stresses durchgeführt, die unterteilt in einen Trainings- und Testdatensatz zur Prognose der Lebensdauer mit der KI-Methode des neuronalen Netzwerks genutzt wurden.
Verbindungsfestigkeit
Auf Basis der adäquat gewählten Schweißparameter wurden für Schiffbauanforderungen konzipierte Adapterproben mittels Laserstrahlschweißen hergestellt und hinsichtlich der Verbindungsfestigkeit zunächst im Zugversuch, anschließend unter Schwingbelastung, bewertet. Die erzeugten Abschnitte der Adapterproben für die Versuche mit einer Länge von etwa 22 mm erzielen unter Belastung mit Lastangriff in der Symmetrieebene eine Zugkraft von etwa 35 kN, d. h. ca. 1,6 kN pro mm Nahtlänge. Unter Belastung mit Lastangriff außerhalb der Symmetrieachse folgt noch eine Zugkraft von etwa 29 kN (ca. 1,3 kN pro mm Nahtlänge). Der Bruch in beiden Versuchsreihen findet in erster Linie im Bereich des Schweißgutes und der Wärmeeinflusszone des Anschweißbleches aus der Aluminiumlegierung EN AW-6082 mit einer Materialstärke von 8 mm statt. Bedingt durch ihre ausgezeichnete Korrosionsbeständigkeit und Verformbarkeit wird die naturharte Aluminiumlegierung EN AW-5083 häufig im Schiffbau eingesetzt. Vor diesem Hintergrund wird die maximale Zugkraft bei der Dehngrenze dieser Aluminiumlegierung mit einer Wanddicke von 8 mm zur Bewertung bzw. zum Vergleich herangezogen. Die maximale Zugkraft von etwa 35 kN entspricht einer Überschreitung der Dehngrenze der Aluminiumlegierung EN AW-5083 um etwa 37 %. Aufgrund der in den Versuchen ermittelten, hohen Zugfestigkeiten weist dies darauf hin, dass sowohl der Stoffschluss, das Gefüge, als auch der Formschluss, der Hinterschnitt, gut ausgeprägt sind.
Die Schwingfestigkeitsversuche der Adapterproben unter Zugschwellbelastung, Bild 3, bestätigen die aus der Kombination von Stoff- und Formschluss resultierenden vergleichsweise hohen Festigkeiten. Unter zugschwellender Belastung liegt die Adapterschwingfestigkeit für Versagensschwingspielzahlen von 1·106 noch ertragbare Kraftamplituden von ca. 200 N pro mm-Nahtlänge, die gegenüber Adapterproben mit Einschweißung orthogonal zur Oberfläche und ohne Hinterschnitt um den Faktor 2 bis 5 gesteigert wurde. Aus der gemeinsamen lastbasierten Auswertung der Versuchsergebnisse für unterschiedliche Wahl der geeigneten Schweißparameter, in diesem Fall unterschiedlicher Schweißgeschwindigkeiten von 0,5 m/min, 0,6 m/min und 0,75 m/min, ergibt sich eine für die Kraftwöhlerlinie geringe Streuung von TF = 1:1,25 und damit eine hohe Reproduzierbarkeit bzw. Robustheit gegenüber Variationen in den Schweißparametern und folglich der lokalen Nahtgeometrie. Unter dem korrosiven Einfluss künstlichen Meerwassers wurde in Versuchen kein Abfall der Schwingfestigkeit festgestellt.
Fazit
Mit dem Forschungsergebnis steht für die entwickelte, innovative Schweißmethode ein Bewertungsansatz für diese spezifische Stahl-Aluminium-Mischverbindung zur Verfügung, der das Potenzial der Übertragbarkeit auf andere gefügte metallische Multimaterialverbindungen hat. Diese neue Bewertungsmethode kann auf Anwendungen anderer Branchen, wie den Fahrzeug- bzw. Sonderfahrzeugbau oder den Maschinen- und Anlagenbau übertragen werden.
Kontakt
Dr. Benjamin Möller*, +49 6151 705-8443, benjamin.moeller@lbf.fraunhofer.de
Tim Korschinsky, M.Sc.*, +49 6151 705-658, tim.korschinsky@lbf.fraunhofer.de
*Fraunhofer-Institut für Betriebsfestigkeit und Systemzuverlässigkeit LBF, Bartningstr. 47, 64289 Darmstadt