17.06.24 – Federnfertigung
Vorsetzen von Schraubendruckfedern
Vorsetzen oder nicht, einmal oder mehrfach, mit Haltezeit oder ohne, viel Vorsetzen oder wenig? Beim Arbeitsgang Vorsetzen von Schraubendruckfedern gibt es viele Variablen und so gut wie keine veröffentlichten Untersuchungen – bis jetzt!
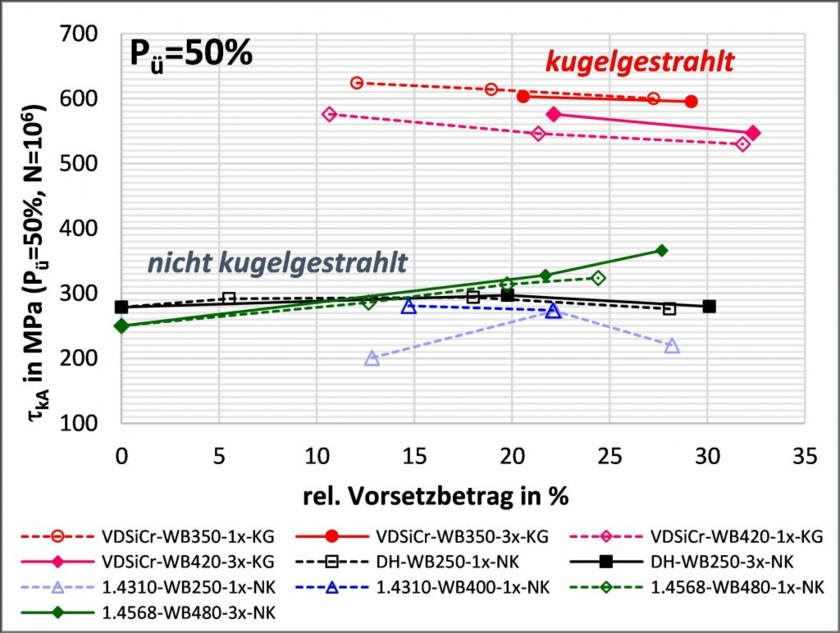
Abb. 3: Zusammenfassung der Ergebnisse der Dauerschwingversuche für N = 106, PÜ = 50 % (ertragbare Spannungsamplituden der einzelnen Materialien aufgrund unterschiedlicher Mittelspannungen nicht vergleichbar; d ? 3mm, w = 6, nt = 7,5). © TU Ilmenau
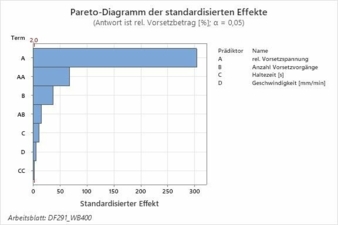
Abb. 1: Haupteinflussgrößen auf den relativen Vorsetzbetrag bei Federn aus 1.4310 NS (Wärmebehandlung 400 °C). © TU Ilmenau
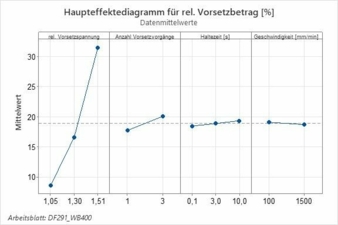
Abb. 1: Haupteinflussgrößen auf den relativen Vorsetzbetrag bei Federn aus 1.4310 NS (Wärmebehandlung 400 °C). © TU Ilmenau
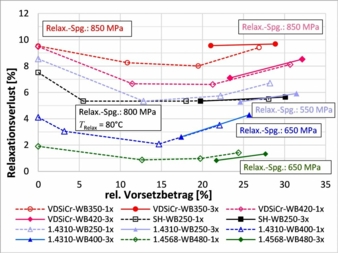
Abb. 2: Relaxationsverlust von kalt vorgesetzten Schraubendruckfedern aus verschiedenen Materialien (d ? 3mm, w = 6, nt = 7,5) nach 48 h Relaxationszeit bei (80 °C) 160 °C. © TU Ilmenau
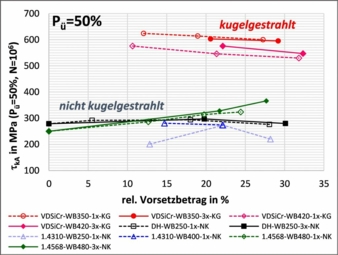
Abb. 3: Zusammenfassung der Ergebnisse der Dauerschwingversuche für N = 106, PÜ = 50 % (ertragbare Spannungsamplituden der einzelnen Materialien aufgrund unterschiedlicher Mittelspannungen nicht vergleichbar; d ? 3mm, w = 6, nt = 7,5). © TU Ilmenau
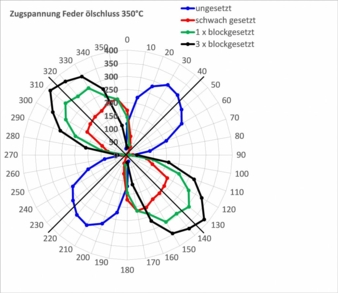
Abb. 4: Ermittelte Eigenspannungen (Windungsinnenseite, Oberfläche) an Federn aus ölschlussvergütetem Draht (350°C) vor und nach Vorsetzen. © TU Ilmenau
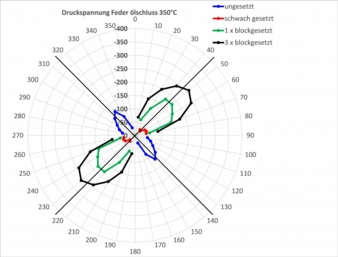
Abb. 4: Ermittelte Eigenspannungen (Windungsinnenseite, Oberfläche) an Federn aus ölschlussvergütetem Draht (350°C) vor und nach Vorsetzen. © TU Ilmenau
© FSV
© BMWK