17.06.24 – Federnfertigung
Vorsetzen von Schraubendruckfedern
Vorsetzen oder nicht, einmal oder mehrfach, mit Haltezeit oder ohne, viel Vorsetzen oder wenig? Beim Arbeitsgang Vorsetzen von Schraubendruckfedern gibt es viele Variablen und so gut wie keine veröffentlichten Untersuchungen – bis jetzt!
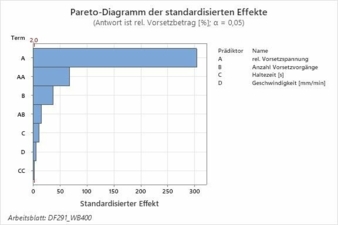
Abb. 1: Haupteinflussgrößen auf den relativen Vorsetzbetrag bei Federn aus 1.4310 NS (Wärmebehandlung 400 °C). © TU Ilmenau
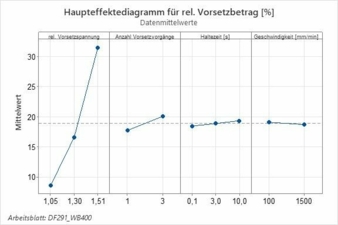
Abb. 1: Haupteinflussgrößen auf den relativen Vorsetzbetrag bei Federn aus 1.4310 NS (Wärmebehandlung 400 °C). © TU Ilmenau
Anfang dieses Jahrs wurde das Forschungsprojekt IGF 21607 BR an der Technischen Universität Ilmenau mit dem Titel „Optimierung des Vorsetzens von Schraubendruckfedern hinsichtlich Wirtschaftlichkeit und Funktion“ abgeschlossen, in dem der Arbeitsgang des „Kaltvorsetzens“ bei der Herstellung von Schraubendruckfedern sowie dessen Auswirkungen auf die Eigenschaften der fertigen Feder untersucht wurden.
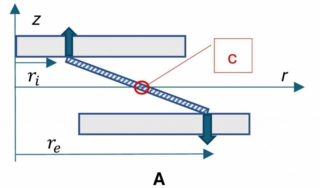
Hochbeanspruchte Schraubendruckfedern werden heute von nahezu allen Herstellern vorgesetzt. Trotz dessen gibt es hierzu kaum wissenschaftliche Untersuchungen, sondern vor allem empirische Erkenntnisse aus der Praxis. Offizielle Richtlinien oder Handlungsvorschriften fehlen. Das Kaltvorsetzen wird meist am Ende des Fertigungsablaufs durchgeführt. Hierdurch wird der finale Eigenspannungszustand der Federn eingestellt. Während des Vorsetzens wird die Feder dazu so weit zusammengedrückt, dass die Torsionsfließgrenze des zur Feder gewundenen Drahtes überschritten wird (lokal, zunächst in oberflächennahen Bereichen der Windungsinnenseite). Die Feder verformt sich dadurch plastisch und verkürzt sich um den sog. „Vorsetzbetrag“. Aufgrund der Rückfederung nach dem Entlasten entstehen Torsionseigenspannungen, die den Torsionslastspannungen im Betrieb entgegengesetzt gerichtet sind und dadurch im statischen und zyklischen Betrieb zu einer Erhöhung der maximal ertragbaren Spannung (u. a. [1]) und damit der Auslastbarkeit der Federn führen. Weiterhin nimmt das Vorsetzen ein späteres Kürzerwerden der Feder infolge eines Überschreitens der Elastizitätsgrenze während des Betriebs vorweg und verhindert somit eine Beeinträchtigung der Federfunktion. Das bewusst herbeigeführte Kürzerwerden der Feder durch den Arbeitsgang Vorsetzen darf nicht verwechselt werden mit dem Nachlassen der Federkraft durch Relaxation oder mit dem Kürzerwerden der Feder durch Kriechen!
Die Untersuchungen zu den Auswirkungen des Kaltvorsetzens wurden an wärmebehandelten (entspannten) Federn aus patentiert gezogenem (250 °C) bzw. ölschlussvergütetem (350 °C und 420 °C) Draht sowie an Federn aus 1.4310 NS (250 °C und 400 °C) und 1.4568 (480 °C) durchgeführt, insgesamt also an 6 verschiedenen Federsorten. Die Geometrie der Federn lässt sich wie folgt beschreiben: Drahtdurchmesser d ≈ 3 mm, Wickelverhältnis w = 6, totale Windungsanzahl nt = 7,5. Zum Vergleich verschiedener Federn wurde der relative Vorsetzbetrag ausgewertet, bei dem der absolute Vorsetzbetrag auf den Federweg bezogen wird. Im Rahmen des Forschungsprojekts wurden die experimentellen Untersuchungen zum Vorsetzen durch FEM-Simulationen, Eigenspannungsbestimmungen an verschiedenen vorgesetzten Federn sowie durch analytische Vorausberechnung von Vorsetzbeträgen ergänzt.
Auswirkungen der unterschiedlichen Vorsetzverfahren
Bei den systematisch experimentellen Untersuchungen zu den Auswirkungen der Parameter Vorsetzspannung, Vorsetzgeschwindigkeit, der Haltezeit bei erreichter Vorsetzlänge sowie der Anzahl der Vorsetzvorgänge wurden an den Federn der Vorsetzbetrag L sowie die resultierende Schiefstellung ermittelt. Die gewählten Vorsetzwege (Spannungen) führten dazu, dass sich die Federn entweder gerade so verkürzten, dass sie sich deutlich verkürzten bzw. beim Vorsetzen auf Block der Vorsetzbetrag sehr groß war. Alle Federn einer Drahtmaterial-Wärmebehandlungs-Kombination hatten dazu die gleiche Länge L_0^* vor dem Vorsetzen. Abbildung 1 zeigt beispielhaft für eine Federsorte das Ergebnis der statistischen Auswertung der Vorsetzversuche für den Vorsetzbetrag. Die Vorsetzspannung stellt die Haupteinflussgröße auf den relativen Vorsetzbetrag (Vorsetzbetrag bezogen auf Vorsetzweg) dar. Mit steigender Vorsetzspannung steigt der rel. Vorsetzbetrag überproportional von unter 10 % auf z. T. über 40 %. Zweitwichtigste Einflussgröße ist die Anzahl der Vorsetzvorgänge (± 2 %), während Haltezeit und Vorsetzgeschwindigkeit nahezu keinen Einfluss auf den rel. Vorsetzbetrag haben. Diese Beobachtungen treffen in unterschiedlicher Ausprägung auf alle untersuchten Federsorten zu.
Exceltool zur Vorausberechnung des Vorsetzbetrages
Die Untersuchungen zur Auswirkung des Kaltvorsetzens auf das Relaxations- und Dauerschwingverhalten (Variation von Vorsetzspannung und Anzahl der Vorsetzvorgänge) wurden an Federn durchgeführt, die derart gefertigt waren, dass sie nach dem Vorsetzen etwa dieselbe Länge L0 besaßen. Die dazu benötigten unterschiedlichen Längen der Rohfedern wurden mit analytischen Berechnungen, basierend auf einer in [2] erstmals vorgestellten Berechnungsmethode, ermittelt. Diese Berechnungsmethode ermöglicht die Vorausberechnung des Vorsetzbetrages auf Basis der Federgeometrie und des Weges, um den die Feder während des Vorsetzens zusammengedrückt wird. Während der Projektbearbeitung wurde diese Methode um drei weitere Einflussgrößen, nämlich das Anlegen der Übergangswindungen, nichtlineares Werkstoffverhalten sowie die Aufweitung des Federdurchmessers während des Zusammendrückens der Feder erweitert, und in ein Excel-basiertes Tool überführt. Dieses Exceltool zur Vorausberechnung des Vorsetzbetrages ist über den VDFI erhältlich.
Auswirkungen auf das Relaxations- und Dauerschwingverhalten
In Abbildung 2 sind die ermittelten Relaxationsverluste nach 48 h Relaxationszeit (vgl. Relaxationsdiagramme in DIN EN 13906-1 [3]) für je ein Relaxationsspannungsniveau pro untersuchter Federsorte über dem relativen Vorsetzbetrag dargestellt. Es lässt sich erkennen, dass für den Relaxationsverlust bezüglich der Vorsetzspannung ein Minimum existiert bei ca. 15 % relativem Vorsetzbetrag. Die Anzahl der Vorsetzvorgänge hat nur einen untergeordneten und bezüglich der untersuchten Materialien uneinheitlichen Einfluss.
Abbildung 3 fasst die Ergebnisse der Dauerschwingversuche zusammen. Aufgetragen sind die ertragbaren bzw. zulässigen Spannungsamplituden kA für N = 106 Schwingspiele über dem relativen Vorsetzbetrag für eine Überlebenswahrscheinlichkeit P_Ü = 50 %. Die Anzahl der Vorsetzvorgänge spielt demnach auch bezüglich der Schwingfestigkeit eine untergeordnete Rolle: die gestrichelten Linien (1 x vorgesetzt) und die durchgezogenen Linien (3 x vorgesetzt) sind nahezu deckungsgleich. Bei nicht kugelgestrahlten Federn aus patentiert gezogenem Material und aus 1.4310 sinken die ertragbaren Spannungsamplituden bei Überschreiten eines relativen Vorsetzbetrages von ca. 20 % teilweise deutlich ab. Bei nicht gestrahlten Federn aus 1.4568 wurde das Optimum der Schwingfestigkeit hinsichtlich des relativen Vorsetzbetrages durch die Vorsetzversuche nicht erreicht: mit steigendem Vorsetzbetrag konnte ein deutlicher Schwingfestigkeitszuwachs (über 20 %) festgestellt werden. Bei kugelgestrahlten Federn aus VDSiCr wurde eine Abnahme der Schwingfestigkeit mit zunehmendem relativen Vorsetzbetrag festgestellt. Dieses zyklische Verhalten konnte mit Hilfe der FKM-Richtlinie Federn durch theoretische Betrachtungen der effektiven Hauptnormalspannungen als Überlagerung aus Eigen und Lastnormalspannungen nachvollzogen werden. Ob dieses Verhalten auch für kugelgestrahlte Federn aus patentiert gezogenem oder korrosionsbeständigem Material gilt, kann nicht geschlussfolgert werden; es bedarf hierzu weiterer Versuchsreihen.
Schiefstellung e1 und Abweichung von der Parallelität e2
Häufig wird ein großer Vorsetzbetrag mit großen Werten für e1 und e2 in Verbindung gebracht. Das konnte bei den Untersuchungen in diesem Forschungsprojekt eindeutig nicht bestätigt werden. Es gab Federchargen, die vor dem Vorsetzen schief waren und nach dem Vorsetzen gerade und umgekehrt, selbst bei sehr großen Vorsetzbeträgen! Deshalb wurden in einer Parameterstudie mittels Finite Elemente Simulation Einflussgrößen ermittelt, die sich auf e1 und e2 auswirken. Diese Untersuchungen sind sehr komplex, da e1 und e2 von der Federgeometrie, dem Federschleifen und vom Federwinden beeinflusst werden. Bei Federn mit großem Steigungswinkel und kleinem Wickelverhältnis, bei denen in kleiner Übergangswindungszahl auf Steigung gegangen wird, ist eine große Schiefstellung e1 zu erwarten und auch das Maß für die Abweichung von der Parallelität e2 steigt. Auch der Anstieg in der Endwindung und der Schliffwinkel spielen eine Rolle. Ein wichtiges Ergebnis des Projektes ist auch, dass die Messung von e2 von vielen Einflussparametern des Messgerätes und der Feder bestimmt wird und zu sehr unterschiedlichen Ergebnissen führen kann.
Ergebnisse von Eigenspannungsbestimmungen
Beim Vorsetzen überlagern sich die Resteigenspannungen aus dem Federwinden mit den Druckspannungen und Zugspannungen, die aus der Torsions-(Last )spannung resultieren. Beim Überschreiten der Fließgrenze tritt plastische Verformung ein. Nach Entlastung der Feder (Lastspannung gleich Null) findet eine Rückfederung statt, die für die Federfunktion günstig gerichtete Eigenspannungen in den Draht der Schraubendruckfeder einbringt. Ohne Vorsetzen haben die Federn nahezu nur Zugeigenspannungen an der hochbelasteten Federinnenseite. Durch das Vorsetzen dreht sich die Richtung der Eigenspannungen (siehe Abb. 4).
Die durch das Vorsetzen induzierten Eigenspannungen können in der FKM-Richtlinie Federn entweder durch einen Offsetwert Δ[] ES oder durch Betrachtung der effektiven Hauptnormalspannung aus Last und Eigenspannung berücksichtigt werden.
Zusammenfassung
Vorsetzen ist erforderlich, um bestimmte höhere Arbeitspunkte bzw. Spannungen überhaupt erreichen zu können. Vorsetzen mit moderaten Vorsetzbeträgen verringert die Relaxation und steigert bei nicht kugelgestrahlten Federn die Schwingfestigkeit. Zu starkes Vorsetzen verschlechtert eher die Relaxation und die Schwingfestigkeit. Um den positiven Einfluss des Kugelstrahlens auf die Schwingfestigkeit zu erhalten, sind eher geringe Kalt-Vorsetzspannungen zu empfehlen.
Quellen
[1] Wanke, K.: Beitrag zum Vorsetzen (Voreinrichten) von Schraubenfedern bei Raumtemperatur bzw. erhöhten Temperaturen (Warmsetzen). DRAHT Bd. 15 (1964) Heft 6, S. 309-317
[2] Reich, R.; Kletzin, U.: Vorhersage des Vorsetzbetrages von Schraubendruckfedern. Tagungsband 4. Ilmenauer Federntag 2017, Ilmenau 2017, Seite 51-60
[3] DIN EN 13906-1; Zylindrische Schraubenfedern aus runden Drähten und Stäben. Berechnung und Konstruktion – Teil 1: Druckfedern. Deutsche Fassung EN 13906 1, 2013
Das IGF-Vorhaben 21607 BR der Forschungsvereinigung Forschungsgesellschaft Stahlverformung e.V. wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Klimaschutz aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Die Langfassung des Abschlussberichtes kann bei der FSV, Goldene Pforte 1, 58093 Hagen, angefordert werden.
Die Autoren des Beitrages sind Veronika Geinitz und Johannes Schleichert von der TU Ilmenau.
Technische Universität Ilmenau
Fakultät für Maschinenbau
Fachgebiet Maschinenelemente
Gustav-Kirchhoff-Platz 2
98693 Ilmenau
Ansprechpartnerin ist Veronika Geinitz
Tel.: +49 3677 69-1855