30.09.20 – Laserauftragschweißen
Drucken statt schmieden
„Mimung“ und „Excalibur“ – zwei sagenhafte Schwerter aus einem legendären Material: „Damaszener Stahl“. Wie sich ein ähnlich harter, zugleich zäher Verbundwerkstoff per 3D-Drucker herstellen lässt, untersuchten das Fraunhofer-Institut für Lasertechnik und das Max-Planck-Institut für Eisenforschung.
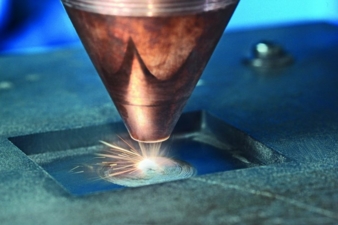
Für das Erzeugen von Verbundwerkstoffen mit dünnen Schichten und unterschiedlichen Eigenschaften kommen 3D-Druckverfahren wie LMD (Bild) und LPBF infrage. © Fraunhofer ILT

Dr. Andreas Weisheit: „Wir entschieden uns für eine ausscheidungshärtende Eisenbasislegierung, die in anderer Zusammensetzung auch als Maraging-Stahl bekannt ist. Er reagiert auf relativ kurze Temperaturspitzen mit Ausscheidungsbildung.“ © Fraunhofer ILT
Damaszener Stahl, ein gefalteter Schichtstahl, verdankt seinen Namen der Stadt Damaskus und ihren Schmiedewerkstätten für Waffenstahl. Experten erkennen das Material auf einen Blick an seinem hellen und dunklen Schichten, die es zu einem zähen und harten Stahl machen. Doch lässt sich ein vergleichbarer Verbundwerkstoff ohne Schmieden genauso gut per Laser Schicht um Schicht aufbauen? Diese Frage stellten sich die Verfahrenstechniker des Fraunhofer ILT und die Werkstoffentwickler des MPIE, die seit Jahren bei Grundlagen- und Anwendungsforschung strategisch zusammenarbeiten.
„Wir entschieden uns für eine ausscheidungshärtende Eisenbasislegierung, die in anderer Zusammensetzung auch als Maraging-Stahl bekannt ist“, berichtet Dr. Andreas Weisheit, Gruppenleiter Werkstoffe für Additive Fertigung am Fraunhofer ILT. „Er reagiert auf relativ kurze Temperaturspitzen mit Ausscheidungsbildung, die Härte und Festigkeit steigern, dies kann bei schichtweisem Aufbau gezielt genutzt werden.“
Mit Laserstrahl auftragschweißen
Derartige Verbundwerkstoffe bestehen in der Regel aus dünnen Schichten, deren Mikrostruktur durch gezielte Temperaturbeeinflussung, der sogenannten intrinsischen Wärmebehandlung, verändert werden kann. Die Aachener und Düsseldorfer Forscher nutzten hierfür das am Fraunhofer ILT etablierte Laserauftragsschweißen (LMD). Für dieses Verfahren spricht, dass es wie alle additiven Fertigungsprozesse Bauteile schichtweise aufbaut und daher für Verbundwerkstoffe mit unterschiedlichen, dünnen Schichten infrage kommt.
Ins Spiel kam LMD, weil sich mit gezielter Prozessregelung die Temperatur exakt beeinflussen lässt. Mit anderen Worten: Die Wärmebehandlung findet bereits während des 3D-Druck-Prozesses statt. Klassischerweise rundet das Glühen im Ofen den Prozess ab, in dem sich der Werkstoff oft mehrere Stunden bei hoher Temperatur befindet, damit er langsam aushärtet.
„Diese Zeit haben wir nicht“, betont Markus Benjamin Wilms, wissenschaftlicher Mitarbeiter am Fraunhofer ILT. „Bei uns findet dieser Prozess während des 3D-Drucks statt. Daher kann man auf die abschließende Wärmebehandlung komplett oder teilweise verzichten.“ Genutzt wird die zyklische Erwärmung bereits aufgetragener Schichten durch das Auftragen nachfolgender Schichten. Eine nachträgliche Wärmebehandlung im Ofen steht immer dann an, wenn die Bildung der Ausscheidungen bei Legierungen zu langsam ablaufen.
Breiter einsetzbar
Die Grenzen des LMD-Verfahrens liegen daher im Werkstoff. „Man braucht natürlich einen Werkstoff, der auf diese kurzen Zeit-Temperatur-Zyklen reagiert. Das ist nicht auf jedes andere aushärtbare Material übertragbar“, meint Weisheit. „Doch LMD kommt nicht nur für Verbundwerkstoffe auf Eisenbasis infrage, sondern funktioniert auch bei Aluminiumlegierungen, wie Versuche ergaben.“
Das Prinzip der intrinsischen Wärmebehandlung per Laserauftragschweißen lässt sich also auch auf andere Legierungssysteme übertragen. Doch welche Voraussetzungen muss ein Verbundwerkstoff erfüllen, damit er sich für das Laserauftragschweißen eignet? Zum einen müsse es sich laut Weisheit um druckbare Legierungen handeln. Zum anderen sollte die Ausscheidung relativ schnell ablaufen. „Das ist eher eine Aufgabe für die Werkstoffentwicklung“, so Wilms. „Bei anderen laserbasierten 3D-Druckverfahren müsste der Anwender die Legierung anpassen, weil die Temperaturführung etwas anders aussieht.“
Beim aktuellen Projekt handelt es sich um eine am Max-Planck-Institut entwickelte Legierung aus Eisen, Nickel und Titan. Beim 3D-Druck der Eisen-Nickel-Titan-Strukturen wurde der Prozess nach jeder neu aufgetragenen Schicht kurz unterbrochen, damit sich das Metall auf unter 195 °C abgekühlt. „Wir brauchen die Umwandlung aus dem Austenit- in das Martensit-Gefüge“, begründet Weisheit. „Nur mit kleinen, dosierten Temperaturspitzen gelingt uns die Ausscheidungsbildung.“
Vom Würfel zur Pyramide
Das Verfahren funktioniert laut Fraunhofer ILT bereits sehr gut für LMD, bisher jedoch beschränkte sich das Prinzip des schichtweisen Aufbaus auf einfache geometrische Strukturen wie Würfel. „Wenn wir das Verfahren noch weiterentwickeln, lassen sich noch komplexere Strukturen aufbauen“, ist sich Wilms sicher. „Wir haben auch schon sehr komplexe Formen in das Material eingedruckt – zum Beispiel pyramiden- und dreieckförmige Härteprofile.“
Doch nicht nur LMD kommt infrage, sondern auch das ebenfalls am Fraunhofer ILT entwickelte laserbasierte Pulverbettverfahren LPBF – auch bekannt als SLM. So fand das Fraunhofer ILT bei ersten Untersuchungen heraus, dass sich LPBF auch für den 3D-Druck von Verbundwerkstoffen eignet. „Wenn ich sehr komplexe Bauteile mit hoher Detailauflösung aufbauen will, würde ich immer LPBF bevorzugen. Auch wenn das einzudruckende Härteprofil sehr fein ist, würde ich eher über dieses Verfahren gehen“, konstatiert Weisheit. „Sonst würde ich mich für Laserauftragschweißen entscheiden.“
Suche nach industriellen Partnern
Für LMD spreche außerdem, dass es sich für hybride Prozesse eigne. So ließen sich zum Beispiel Verbundstrukturen völlig frei auf Freiformflächen aufbauen. Weisheit: „Wir sehen die beiden Verfahren nicht in Konkurrenz zueinander. Je nach Anwendungsfall kann man das eine oder das andere bevorzugen. Ich freue mich nun darauf, mit der Industrie neue praxisorientierte Anwendungen zu realisieren.“
Neue Ideen zur Weiterentwicklung gibt es bereits in Aachen: So ist es für den Gruppenleiter denkbar, die Prozesssteuerung so geschickt einzusetzen, dass sich noch ein dritter Zustand erreichen ließe: zusätzlich zur voll- und nicht ausgehärteten Schicht zum Beispiel ein teilgehärteter Bereich. „Bis jetzt haben wir immer mit den Pausenzeiten gearbeitet“, berichtet Weisheit. „Die Temperaturführung ließe sich aber auch über andere Prozessparameter wie Laserleistung beeinflussen.“
Nikolaus Fecht, freier Fachjournalist
Fraunhofer-Institut für Lasertechnik
Steinbachstraße 15
52074 Aachen
Tel.: +49 241 89060
info@ilt.fraunhofer.de
www.ilt.fraunhofer.de
Max-Planck-Institut für Eisenforschung GmbH
Max-Planck-Straße 1
40237 Düsseldorf
Tel.: +49 211 67920
info@mpie.de
www.mpie.de


