29.06.22 – Drahtherstellung
Konduktive Drahterwärmung im Drahtzug
Die konduktive, direkte Erwärmung hat bei industriellen, wärmetechnischen Produktionsverfahren einen festen Platz. Hierbei handelt es sich in der Regel um Anlagen zum Erwärmen von Stangen, Rohren, Blechen, Bändern und Drähten für z.B. eine anschließende Umformung und/oder Wärmebehandlung.
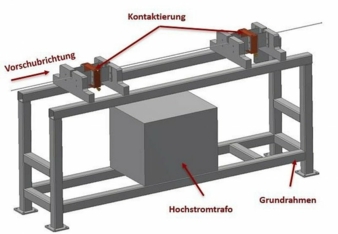
Grundprinzip einer solchen Warmziehstrecke, bestehend aus Grundrahmen, Kontaktierung und Hochstromtrafo für Stromversorgung der Heizstrecke zwischen den beiden Kontaktierungen. © Megatherm

Eine Drahterwärmung mit Kontaktrollen für anschließende Warmumformung. © Megatherm
Eine Sondervariante für die konduktive Durchlauferwärmung in Drahtzuganlagen ist die sogenannte Warmziehstrecke. Diese ist dadurch gekennzeichnet, dass die Kontaktierung vom Draht nicht über Rollenkontakte, sondern über die Ziehsteine vom Drahtzug selbst erfolgt.
Konduktive Drahterwärmung mittels „Warmziehstrecke“
Der Begriff „konduktive Erwärmung“ hat sich für das unmittelbare Widerstandserwärmen von Stangen, Rohren, Bändern und Drähten Bändern eingeführt. Dabei stellt das zu erwärmende Werkstück einen Teil des Stromkreises dar. Die Wärme entsteht im Werkstück selbst und wird nicht etwa von außen durch Wärmeleitung, Konvektion oder Wärmestrahlung übertragen. [1]
Nach dem ohmschen Gesetz I=U/R fließt in Abhängigkeit von der angelegten Spannung (U=Volt) und dem elektr. Widerstand des zu erwärmenden Werkstücks (R=Ω) ein elektrischer Strom (I=Ampere). Die dabei wirksame Erwärmungsleistung P=U*I bzw. P=I²*R, lässt die Temperatur in Abhängigkeit von der Aufheizdauer (t) im Werkstück ansteigen, da mit der Zeit die Energiemenge Q=P*t dem Werkstück zugeführt wird.
Die Leistungsfähigkeit einer konduktiven Erwärmungsanlage wird maßgeblich durch die Höhe des Stromes, welcher durch das zu heizenden Material fließt bestimmt. Dabei sind der gleichmäßige Stromeintrag durch die Kontaktierung und Stromzuführung, sowie die Stromtragfähigkeit der Kontaktierung selbst entscheidend.
In der Regel sind die Heizkreise mit dem zu erwärmenden Teil durch eine verhältnismäßig kleine Heizspannung bei einem verhältnismäßig hohen Heizstrom gekennzeichnet.
Aufgrund der niedrigen Heizspannung entfallen die Anforderungen zum Schutz gegen Berührungsspannungen. Im Hinblick auf Zugänglichkeit, z.B. bei einem Kontaktwechsel,
oder Drahteinzug ist das eine willkommene Erleichterung.
Durchlauferwärmungsanlagen sind bei kontinuierlichen Fertigungsprozessen das Mittel der Wahl. Typisch für diese Anlagenvariante ist die Kontaktierung über Rollenkontakte.
Kennzeichnend für eine Durchlauferwärmung ist, dass vor und hinter der Erwärmungsstrecke Maschinenelemente wie z.B. Haspel oder Wickelwerke angeordnet sind.
Damit den erforderlichen Maßnahmen zur Vermeidung gefährlicher Berührungsspannungen Rechnung getragen wird, sind sämtliche Maschinenelemente einer Drahtzuganlage in der Regel über den Potentialausgleich elektrisch miteinander verbunden.
Dieser Potentialausgleich bildet elektrisch einen Parallelzweig zur Heizstrecke und führt ohne Berücksichtigung zu unerwünschte Ableitströme.
Diese Ableitströme lassen sich in der Praxis durch systemische Anordnung der Heizspannungen und oder gezielte elektr. Isolationen leicht und dauerhaft verhindern.
Die bei mehrstufigen Durchlauferwärmungen durch Addition der Heizspannungen auftretende Erfordernis eines vollumfänglichen Berührungsschutzes entfällt, wenn
die Heizspannungen sich in der Summe gegenseitig aufheben.
Eine Sondervariante für eine konduktive Durchlauferwärmung in Drahtzuganlagen ist die sog. Warmziehstrecke. Systembedingt entfallen da die Kontaktierung mittels Ziehstein ergänzende, mechanische Maßnahmen zur Kontaktierung des Drahtes. Darüber hinaus erfolgt die konduktive Erwärmung als Durcherwärmung vom Material und kann so den Umformprozess vom Draht entscheidend beeinflussen.
Das Grundprinzip einer solchen Warmziehstrecke zeigt die Abbildung bestehend aus Grundrahmen, Kontaktierung und Hochstromtrafo für Stromversorgung der Heizstrecke zwischen den beiden Kontaktierungen.
Anspruchsvoll ist die Stromregelung die sämtliche Betriebszustände eines Drahtzuges wie Einrichtbetrieb, Schleich- und Schnellgang bei verschiedenen Drahtwerkstoffen, -abmessungen und Drahtziehgeschwindigkeiten beherrschen muss.
Leistungsfähige Thyristorsteller mit integrierten Reglern und ProfiNet-Kommunikation, die eine automatisierte Anpassung der Reglerparameter mittels Rezeptverwaltung aus der Anlagensteuerung unterstützt, sind dafür das Mittel der Wahl.
Durch Einsatz variabler Erwärmungslängen und automatisierte Trafoumschaltung kann die Bandbreite in Materialvielfalt wie Drahtabmessung, Drahtwerkstoff signifikant vergrößert werden. Anders als bei induktiven Drahterwärmungen können mit einer konduktiven Warmziehstrecke sowohl magnetische wie auch nichtmagnetische Stähle ohne Umrüstung erwärmt und durchwärmt werden.
Verweise
[1] Norbert Becker, Dr. Erwin Becker, „Konduktive Erwärmung von Metallen, Seite 3,“ RWE-Energie, Essen, 1989.
Megatherm Elektromaschinenbau GmbH
Lohstraße 35, 58675 Hemer
Ansprechpartner ist Ralf-Werner Held
Tel.: +49 2372 9199-23
r.held@megatherm.de


