12.03.24 – Drahtverarbeitung / Hairpins
Intelligentes Abisolieren von Hairpins
Mit einem neuen Verfahren macht Bihler das Abisolieren von Hairpins noch sicherer und effizienter. Im Mittelpunkt steht die innovative Sensorik-Einheit, die den Kupferlackdraht permanent erfasst.

Hairpins aus Kupferlackdraht sind fester Bestandteil jedes Elektromotors. © Bihler
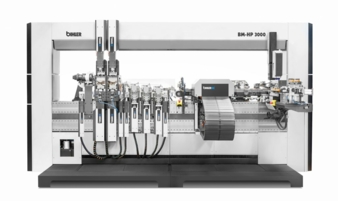
Das neue Verfahren zur Hairpin-Abisolierung ist in das Servosystem „BM-HP“ integriert, das bis zu 120 Hairpins pro Minute fertigt. © Bihler
Mit diesen Daten kann die nachgeschaltete Abisolierstation jeden einzelnen Hairpin individuell und hochpräzise abisolieren – mit minimalen Querschnittsverlusten bei gleichzeitig metallisch reinen Oberflächen.
Hairpins aus Kupferlackdraht sind fester Bestandteil von Elektromotoren. Durch den Ausbau der E-Mobilität steigt die Nachfrage nach den haarnadelförmigen Bauteilen derzeit stark an. Aufbauend auf 40 Jahren Erfahrung in der Hairpinfertigung hat Bihler das Servosystem „BM-HP“ entwickelt. Die vollautomatische Komplettanlage fertigt bis zu 120 Hairpins pro Minute und erlaubt einen Variantenwechsel „on the fly“. Die „BM-HP“ sichert absolute Maßgenauigkeit bezüglich Kopfform, Länge und Schenkelparallelität und gewährleistet die Reproduzierbarkeit der 3D-Kopfgeometrie jedes Pins.
Genau dosierter Abtrag
Gleichzeitig entwickelt Bihler das Hairpin-Fertigungsverfahren konsequent weiter. Eine besondere Herausforderung liegt im Abisolieren der Pin-Enden. „Hier geht es darum, auf den Schenkel-Enden eine metallisch reine Oberfläche zu erzeugen, die keinerlei Lackrückstände aufweist. Gleichzeitig darf durch das Entfernen der Lackschicht der Querschnitt des Kupferdrahts nur minimal reduziert werden“, erklärt Martin Lehmann, Key Account Manager E-Mobility. Dies ist vor allem unter Sicherheitsaspekten wichtig, weil ein zu geringer Schenkelquerschnitt zu unerwünschter Erwärmung an den Verbindungsstellen führen würde. Genauso entscheidend ist aber auch das saubere, rückstandsfreie Abisolieren, denn nur ohne Verunreinigungen können die Pin-Enden später nach Montage im Statorblech einwandfrei verschweißt werden. Erschwert wird das Abisolieren der Hairpin-Enden durch die Tatsache, dass es unterschiedlichste Lack- und Beschichtungsvarianten des Kupferkörpers gibt. Dazu kommen die Toleranzen des Kupferdrahts. Außerdem liegt das Zentrum des Kupferdrahts oft leicht verdreht in der Lackhülle, die wiederum ungleichmäßig dick ist. Um diese Toleranzen auszugleichen und sicher zur metallisch reinen Oberfläche zu kommen, muss entsprechend viel Material abgetragen werden – leider genau mit dem unerwünschten Effekt, dass der Querschnitt zu klein wird und zu viel kostbares Material verloren geht.
Überlegene Mechanik
Vor diesem Hintergrund hat Bihler die Abisolierstation entwickelt. Diese nutzt nicht wie üblich einen Laserstrahl, sondern arbeitet rein mechanisch. Daher spielt es keine Rolle, mit welchem Lack die abzuisolierende Oberfläche beschichtet ist: „Wir schaben jede Schicht ab“, betont Martin Lehmann. „Dadurch erzeugen wir eine extrem hochwertige Oberfläche, können gleichzeitig aber auch äußerst präzise arbeiten.“ Die Abisolierstation umfasst eine Draht-Niederhaltefunktion, einen Messerarm und das entsprechende Messer. Sie befindet sich sowohl auf der Vorderseite als auch auf der Rückseite der „BM-HP“, um beide Enden der Hairpins abisolieren zu können.
Innovative Sensorik
Ganz neu hat Bihler nun eine innovative Sensorik-Einheit entwickelt. Diese misst inline permanent die Lackschichtdicke sowie die Gesamtmächtigkeit von Lack und Kupferdraht. Mit diesen Daten kann die Abisolierstation über einen Regelkreis dann äußerst präzise gesteuert werden. Das bedeutet: „Wir müssen keinen sicherheitsbedingten hohen Pauschalbetrag vom Kupferdraht abtragen, sondern können ganz gezielt auf das tatsächliche Ist-Maß abschaben“, macht Martin Lehmann klar. „Damit ist auch bei schwankenden Dickentoleranzen eine metallisch stets reine Oberfläche bei nur minimalem Querschnittsverlust garantiert. Es ist ein intelligentes Verfahren, das ein großes Plus an Prozesssicherheit bietet.“ Die metallische Reinheit der Oberflächen wurde durch zahlreiche Rasterelektronenmikroskop-Aufnahmen im Detail bestätigt.
Individuell für jeden Hairpin
Jeder Material-Messwert, den die Sensorik-Einheit erfasst, wird über ein sogenanntes Schieberegister an die NC-Motoren der Abschabestation weitergegeben. Dort wird dann jeder einzelne Hairpin individuell abisoliert, und zwar mit Taktraten von bis zu 120 Stück pro Minute. Unterschiedlichste Lack- und Drahtvarianten sind mit dieser Lösung möglich. Der Gesamtquerschnittsverlust beträgt generell weniger als 0,05 mm und die Abisolierlänge ist variabel. Ein weiteres Highlight: Das vierseitige Anfasen der Enden ist ebenfalls in den Gesamtablauf integriert. Auch dabei ist das rückstandsfreie Abtrennen der Stirnflächen, das Bihler mit einem eigens entwickelten Stanzprozess und speziellen Stempelgeometrien sicherstellt. Die fertigen Hairpins werden dann aus der Maschine ausgeschleust und sortenrein magaziniert. Die gesamte patentierte Bihler-Lösung zum Abisolieren der Hairpins ist ab sofort verfügbar.
wire 2024, Halle 10 Stand F 18
Otto Bihler Maschinenfabrik GmbH+Co. KG
Lechbrucker Straße 15, 87642 Halblech
Ansprechpartner ist Vinzenz Hörmann
Tel.: +49 8368 18-280
vinzenz.hoermann@bihler.de
www.bihler.de