28.03.24 – Fließlochschraube von Arnold
Hier wird grammweise gespart
Die fließloch- und gewindeformende Schraube „Flowform“ ermöglicht eine einseitig zugängliche und vollautomatisierte Fügeverbindung. Mit ihrer polygonalen Spitzengeometrie formt die Spezialschraube ein Fließloch und furcht ein Gewinde, welches im Reparaturfall eine metrische Schraube aufnehmen kann.

Gegenüber der herkömmlichen Flowform änderten die Entwickler von Arnold Umformtechnik bei der Flowform Plus die Abmessungen von 5 mm Ø auf 4 mm Ø. Zudem wurde die Geometrie der Fließlochformspitze optimiert und das Wärmebehandlungsverfahren angepasst, sodass die Performance nahezu gleichbleibend ist. © Arnold Umformtechnik
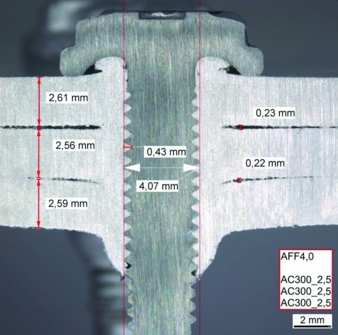
Dreilagige Blechverbindung mit 2,5 mm dicken Aluminiumblechen, gefügt mit der Flowform Plus. © Arnold Umformtechnik
Mit der Flowform Plus, einer Weiterentwicklung der eingeführten Flowform, reagiert das Unternehmen jetzt auf gewachsene Kundenanforderungen. Vor dem Hintergrund, die CO2-Emmissionen weiter zu verringern, setzt die Automobilindustrie auf Gewichtsreduzierung. So werden zunehmend dünnere und höherfestere Stähle oder Aluminium eingesetzt und der Mischbau nimmt zu. Aber die Schraube muss auch unter geänderten Randbedingungen eine verlässliche Verbindung garantieren. Mit einer entsprechenden Anfrage trat ein Kunde an den Forchtenberger Verbindungselementespezialisten heran. Kurzum: Die Flowform musste weiterentwickelt werden, um diesen neuen Anforderungen gerecht zu werden.
Gewichtsreduzierung
„Die Anwendungsgrenze für das Fügen von Stahlanwendungen lag in Abhängigkeit von der Blechdicke bei der herkömmlichen Flowform bei maximal 600 MPa, mit der Flowform Plus liegt sie bei 1.000 MPa“, sagt Heiko Miller. Er ist Projektleiter für die Weiterentwicklung der Flowform Plus bei Arnold. Gegenüber der herkömmlichen Flowform änderten die Entwickler von Arnold bei der Flowform Plus die Abmessungen von 5,0 mm Ø und 20 mm Länge auf nun 4,0 mm Ø und 20 mm Länge. In Abhängigkeit von Kopf und Länge wiegt die herkömmliche Flowform 5,0 etwa 4,0 g, die neue Flowform Plus 4,0 etwa 3,0 g. Das bedeutet eine Gewichtseinsparung von 25%. Hochgerechnet auf die Anzahl der verwendeten Schrauben in der Karosserie insgesamt kommt da einiges an Gewicht zusammen. So liegt das Gewicht von 500 Elementen der herkömmlichen Flowform 5,0 pro Fahrzeug bei 2 kg, bei 500 Elementen der Flowform Plus 4,0 pro Fahrzeug sind es 1,5 kg. Allein das bedeutet eine Einsparung von 500 g. Zudem wurde die Geometrie der Fließlochformspitze optimiert und das Wärmebehandlungsverfahren angepasst, sodass die Performance für die Verbindung annähernd gleichbleibend ist.
Fügepunktvalidierung
Doch wann ist die Flowform Plus das geeignete Verbindungselement? „Die Kundenvorstellungen für eine bestimmte Verbindungsstelle sind meistens ziemlich konkret. Unser Part ist es, zu untersuchen, ob eine Flowform oder eine Flowform Plus die bessere Lösung für den konkreten Anwendungsfall ist. Entsprechend führen wir im Blechfügelabor beispielsweise Machbarkeitsuntersuchungen mit Originalmaterial durch. Hier werden die Festigkeitswerte für den Verbund und natürlich die Grenzen für den Versagensfall ermittelt. Bei einer Fügepunktuntersuchung geht es etwas weiter in Detail. Hier hat der Kunde bereits bestimmte Materialpaarungen definiert, die er einsetzen will. Entsprechend erwartet er auch eine Empfehlung und konkrete Werte dazu, welche Festigkeitswerte er in diesem Fügepunkt erzielt.“, erklärt Nadine Schmetzer. Sie ist seit 2017 in der Forschung und Entwicklung Blechfügetechnik tätig, so unter anderem auch für die Flowform Plus.
Gerade hinsichtlich der Untersuchungen hat Arnold im Laufe der zurückliegenden Jahre viel Knowhow aufgebaut, auf welches die Kunden gern zurückgreifen. Im neuen Labor für Blechfügetechnik in Dörzbach, das in die Forschung und Entwicklung eingegliedert ist, stehen verschiedene Versuchsaufbauten genauso zur Verfügung wie alle gängigen Anlagentechniken, so unter anderem eine Roboterzelle für seriennahe Erprobungen.
Flowform Plus
Grundsätzlich ist die Flowform Plus für höherfeste Stahlbleche und dickere Blechkombinationen konzipiert. „Durch den Einsatz von Aluminium-Bauteilen können auch dickere Fügekombinationen mit mehreren Lagen entstehen. Das hat in der Vergangenheit in Bezug auf dreilagige Verbindungen dazu geführt, dass die Deck- und Mittellagen vorgelocht wurden. Durch den Einsatz der Flowform Plus können nun in Abhängigkeit der Fügewerkstoffe dickere Materialkombinationen bis zu 7,5 mm ohne Vorloch gefügt werden“, erklärt Miller.
Begründet ist dies in der geringeren Materialverdrängung durch die Durchmesserreduzierung. Dadurch entsteht eine kleinere Spaltbildung zwischen den Blechen und durch die kleinere Abmessung weniger Reibfläche Somit fällt das Furchmoment geringer aus als bei der herkömmlichen Flowform 5,0. Da hier generell das Niveau des Drehmomentes geringer ausfällt, kann die Verbindung auch mit einem niedrigeren Anzugsdrehmoment angezogen werden. Die Verbindungsfestigkeit sei zwar etwas schlechter als bei Flowform 5,0, jedoch gut genug für die Anwendung.
In Bezug auf das Verbindungselement ergibt sich eine höhere Festigkeit durch die Wahl eines geeigneten Werkstoffes, abgestimmt mit einem dazu passendem Wärmebehandlungsverfahren. Durch den kleineren Durchmesser der Flowform Plus und damit auch den kleinere Kopfdurchmesser eignet sich die Schraube zudem auch für Anwendungen, in denen nur eine geringe Flanschbreite gegeben ist.
In einem Beispiel haben die Entwickler von Arnold verdeutlicht, was mit der Flowform Plus möglich ist. „Wir haben eine dreilagige Blechverbindung mit 2,5 mm dicken Aluminiumblechen mit dem herkömmlichen und mit dem neuen Flowform-Element gefügt. Das Ergebnis zeigte ganz klar weniger Spaltbildung bei der Flowform Plus. Zudem konnte hier ohne Vorloch gefügt werden. Bei Anwendungen mit Klebstoff, was der Regelfall ist, wird bei Vermeidung eines Vorloches zusätzlich der Klebstoff eingeschlossen und kann somit nicht zum Vorloch entweichen“, so Heiko Miller. „Ein Fügen ohne Vorloch ist mit Blick auf die Kosteneffizienz des Prozesses wesentlich günstiger. Der Anwender benötigt so keine aufwendige Kameratechnik, um zu überprüfen, ob die Schraube im Fügeprozess mittig das Vorloch trifft“, ergänzt Schmetzer.
Eingesetzt wird die neue Flowform unter anderem im Karosserierohbau im Aluminium-Stahl-Mischbau, bei profilintensiven Bauweisen, bei einseitiger Zugängigkeit, bei Hybridverbindungen oder bei Batteriepacks.
Einspareffekte
Durch den kleineren Kopfdurchmesser der Flowform Plus kann bereits die konstruktive Auslegung der Baugruppe beim Kunden angepasst werden. Das heißt: Flansche können beispielsweise schmaler und damit gewichtsoptimierter gestaltet werden.
Durch die geringere Materialverdrängung bei der Schraube sind in einer vergleichbaren Materialkombination im Vergleich zur herkömmlichen Flowform zudem weniger Axialkräfte erforderlich. Das heißt: Die Prozessbelastung kann reduziert werden. Dadurch kann der Roboter gegebenenfalls kleiner dimensioniert werden. Bei gleichbleibendem Roboter kommt es zu einer geringeren Belastung der Schraube während des Fügens. „Ein weiterer Vorteil ist, dass Anwender die bestehenden Anlagen für die Verschraubung weiterhin einsetzen können. Es sind keine größeren Umbauten erforderlich“, so Nadine Schmetzer. Grundsätzlich ist es für die Entwickler von Arnold wichtig, dass eine optimale Verbindungslösung für das Kundenbauteil realisiert wird. Deshalb ist der Service beim Kunden genauso wichtig wie die Abstimmung mit dem Anlagenlieferanten. „Eine frühzeitige Einbindung aller Beteiligten in den Prozess unterstützt letztendlich die Umsetzung optimierter und kosteneffizienter Abläufe“, erklärt Miller.


