27.06.22 – Hochleistungsdiodenlaser
Hochleistungslaser für resilientes Laserauftragschweißen
Hochleistungsdiodenlaser mit Leistungen von 10 kW und mehr eröffnen neue Anwendungsszenarien für das Laserauftragschweißen. Möglich werden damit besonders nachhaltige und ressourcensparende Beschichtungen zum Beispiel im Automobilbau, Maschinenbau und in weiteren Branchen.
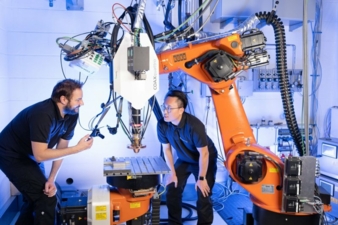
Ein Kernelement der „Hiclad“-Familie ist der Laserauftragschweißkopf „Coaxquattro“. In seiner Düsenmitte verläuft ein Laserstrahl, um den ringsum bis zu acht separat steuerbare Kanäle Pulver und Drähte zuführen. © ronaldbonss.com/Fraunhofer IWS
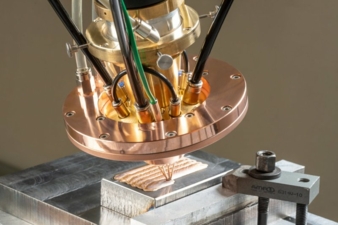
Coaxquattro ermöglicht erstmals die simultane Verarbeitung von Pulver und Draht in verschiedenen Kombinationen. © IWS
Hohe Förderrate, optimale Geschwindigkeit, großer Spot: Das Fraunhofer IWS entwickelt seit einigen Jahren für das Laserauftragschweißen die Verfahrensfamilie „Hiclad“, um mit Hochleistungsdiodenlasern maßgeschneiderte Lösungen für hochproduktive Beschichtungsprozesse zu ermöglichen. Dazu stimmen die Forschenden unter anderen die Parameter Energieverteilung, Geschwindigkeit und Förderrate so aufeinander ab, dass breite Prozessfenster möglich werden und sich Schwankungen im Produktionsprozess tolerieren lassen.
„Wir erweitern die Grenzen des Hochleistungslasereinsatzes erneut“, betont Dr. Maria Barbosa, die am Fraunhofer IWS die Abteilung für Thermisches Beschichten leitet. Hiclad ermögliche nicht nur nachhaltige funktionelle Beschichtungen, die letztlich die Haltbarkeit, Verschleißfestigkeit und Lebensdauer der damit bearbeiteten Bauteile verbessern. Auch bringe das Verfahren Ressourcen wie Material, Zeit und Kosten in ein möglichst optimales Verhältnis. „Wir betrachten die Funktionalisierung der Bauteiloberflächen ganzheitlich und mit dem Ziel, bei minimalem Materialeinsatz und kurzer Taktzeit trotzdem resiliente und industrietaugliche Ergebnisse zu erzielen.“
Als Schlüsselkomponente dient den Forschenden teilweise im eigenen Haus entwickelte Mess- und Regelhardware, mit der sie die komplexen Prozesse überwachen, regeln und deren Qualität kontrollieren können. „Damit leisten wir einen wichtigen Beitrag zu einer höheren Ressourceneffizienz in der Industrie“, fügt Barbosa hinzu. Zum Einsatz kommt Hiclad beispielsweise für die laserbasierte Hartstoffbeschichtung von Bremsscheiben, Hydraulikzylindern und Gleitlagern. Künftig lassen sich damit beispielsweise auch große Bauteile für die Öl-, Gas- sowie Papierindustrie und für viele andere Branchen effizient beschichten.
Auftragsrate mit 20-kW-Laser verdreifacht
Das Laserauftragschweißen kommt zwar schon seit geraumer Zeit für industrielle Beschichtungen in hoher Qualität zur Anwendung, allerdings ließ sich damit nur eine vergleichsweise niedrige Auftragsrate erzielen. Diese ist jedoch entscheidend für die Produktivität, weshalb Unternehmen dieses Verfahren in der Vergangenheit nur selten für große Bauteile und Massenserien einsetzten. Dies ändert sich, seit industrielle Diodenlaser mit 10, teilweise bis zu 20 kW Leistung und mehr verfügbar sind, die viel höhere Auftragsraten zulassen. Allerdings erfordert der Einsatz dieser Hochleistungslaser auch eine besondere Prozessexpertise.
Das Fraunhofer IWS gilt schon seit vielen Jahren als Pionier beim Einsatz von Hochleistungslasern mit stetig steigenden Leistungsklassen – speziell auch für das Laserauftragschweißen. Aus diesen Erfahrungen heraus haben das Dresdner Institut und Laserline inzwischen mit 20-kW-Diodenlasern Auftragsraten erreicht und übertroffen, die früher nur per Plasma-Transferred-Arc-Verfahren (PTA) realisierbar waren. Auch gegenüber bisher verfügbaren laserbasierten Lösungen erzielten die Partner erhebliche Fortschritte: Abhängig vom konkreten Material und der gewählten Düse erreicht Hiclad Auftragsraten von 18 kg/h im industriellen Einsatz. Bei einer Inconel-625-Nickellegierung beispielsweise lässt sich die Produktivität im Vergleich zu einer Lösung mit einem herkömmlichen 9-kW-Laser ungefähr verdreifachen. Die genauen Werte hängen dabei vom konkreten Einsatzszenario ab. Im Vergleich zu konkurrierenden Lösungen mit Hochleistungslasern gilt das Verfahren des Fraunhofer IWS als robuster.
Pulver und Draht gleichzeitig verarbeiten
Im Gegensatz zum pulverbasierten Auftragschweißen waren die drahtbasierten Prozesse bislang auf 6 kW begrenzt. Mit „Coaxquattro“ gelingt es nun in der Kombination von Draht und Pulver, Laserleistungen von bis zu 20 kW einzusetzen. Das kann in der Multimaterialentwicklung, zum Beispiel von Legierungen, eine entscheidende Rolle spielen. So lassen sich nach Bedarf über jeweils vier Draht- und Pulverkanäle unterschiedliche Materialien zuführen. Zudem schrumpfen durch die vergleichsweise kurzen Bearbeitungszeiten die Ausgaben für Personal, Schutzgase und andere Betriebskosten. Generell ist das System für eine besonders effiziente Materialausnutzung sowie für eine sehr robuste und flexible Prozessführung in hoher Qualität ausgelegt.
Nächster Schritt führt in die 45-kW-Klasse
„Gemeinsam mit dem Fraunhofer IWS ist es uns gelungen, der Industrie konkrete Anwendungen für eine neue Klasse von Hochleistungslasern zu erschließen“, sagt Cladding- und Additive-Manufacturing-Experte Dr. Sörn Ocylok vom Industrielaserhersteller Laserline aus Mülheim-Kärlich. „Aktuell erproben wir bereits die weitere Skalierbarkeit der Prozesse, indem wir in Testläufen eine höhere Diodenlaser-Leistungsklasse mit aktuell bis zu 45 kW Ausgangsleistung einsetzen – mit dem Ziel, auch hier in naher Zukunft erste industrielle Anwendungen möglich zu machen.“
Fraunhofer-Institut für Werkstoff- und Strahltechnik
Winterbergstraße 28
01277 Dresden
Tel.: +49 351 833910
info@iws.fraunhofer.de
www.iws.fraunhofer.de


