29.01.24 – Praxisforum 3D-Druck
Draht ist einfach kostengünstiger als Metall-Pulver
Die digitalen Prozessketten für den Metall-3D-Druck mittels Draht-LMD (Laser Metal Deposition) standen neben technische Entwicklungen, Verfahren und Trends der Additiven Fertigung kürzlich im Mittelpunkt beim „10. Praxisforum 3D-Druck" der Hochschule Landshut
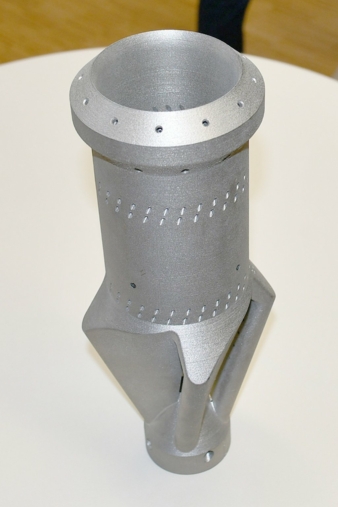
Im 3D-Druck gefertigte Gasturbinen-Brennerspitze. © Siemens Energy

"Additive Manufacturing muss dem Kunden einen Mehrwert bieten" ist sich Ulli Klenk von Siemens Energy sicher. © Siemens Energy
Unter den mehr als 70 Teilnehmern befanden sich Vertreter aus Forschung und Industrie, wie z.B. Maschinenhersteller, Anwender und Dienstleister der Additiven Fertigung sowie Studierende der Hochschule Landshut. Damit bot das Forum mit Fachvorträgen und einer begleitenden Fachausstellung Raum für den Austausch, um gemeinsam Anregungen und neue Idee zu entwickeln, wie Prof. Dr. Norbert Babel betonte, der seit nunmehr fast 10 Jahren diese Konferenz zusammen mit dem Institut für technologische Zusammenarbeit (ITZ) der Hochschule Landshut veranstaltet.
Laser Powder Bed Fusion und Elektro Beam Melting
Er gab zum Auftakt einen Überblick über die - laut verschiedener Marktforschungsinstitute - wirtschaftlich wichtigsten 3D-Metalldruckverfahren. Pulverbett basierte Verfahren wie das Laser Powder Bed Fusion (LPBF) und das Elektro Beam Melting (EBM) seien mit über 50 % am meisten verbreitet und soweit optimiert, dass der 3D-Druck mit diesen Verfahren Einzug in die Serie finden könne. Bei den sinterbasierten Verfahren, wie z.B. dem Metal Binder Jetting, mit einem Marktanteil von rund 25 %, sei viel Erfahrung erforderlich, weil es bei diesem Fertigungsprozess zu einem wandstärkenabhängigen Volumenschwund von bis zu 35 Prozent kommen kann, der entsprechend berücksichtigt werden muss. Immer präsenter auf dem Markt werde das Lichtbogenauftragsschweißen (Wire Arc Additive Manufacturing, kurz WAAM), das insbesondere zur Substitution von großen Metallgussteilen bei kleinen Stückzahlen eingesetzt werde, weil es durch die Verringerung von Arbeitsschritten eine deutliche Zeit- und damit auch Kostenersparnis bringe. Das Laserauftragsschweißen (LMD, DED oder Laser Cladding) könne in Maschinen eingesetzt werden, in denen Bauteile in einer Aufspannung kombiniert subtraktiv und additiv hergestellt werden können. Insgesamt schätzen Marktforscher die jährliche Wachstumsrate des 3D-Drucks, unter anderem aufgrund der Initiativen zur Rückverlagerung der Produktion aus Asien, auf 10 %.
Mehrwert durch 3D-Metalldruck
Mit digitalen Prozessketten für den Metall-3D-Druck mittels Draht-LMD (Laser Metal Deposition) befasste sich Dr. Rainer Beccard von der LUNOVU GmbH, Herzogenrath in seinem Vortrag. Gerade der 3D-Druck mit Draht anstelle von Pulver habe in den letzten drei Jahren eine starke Nachfrage erfahren. Draht sei wesentlich kostengünstiger als Pulver sowie gut verfügbar und habe Vorteile beim Arbeitsschutz. Besonders interessant sei der 3D-Druck auf vorhandene, meist konventionell hergestellte Grundköper.
Der LMD-Druck mit Draht stelle besondere Anforderung an den Prozess, weil der Druck kontinuierlich ohne Unterbrechung erfolgen muss. Das Timing von Drahtvorschub, eingebrachter Laserenergie und Vorschubgeschwindigkeit müsse ab Prozessbeginn genau aufeinander abgestimmt sein. Auch ein adaptives Regelungskonzept für Temperatur und Spurhöhe sei erforderlich. Wie ein solcher Prozess - der durch eigens entwickelte Softwaremodule mittlerweile ebenso sicher beherrschbar sei wie beim Pulverbettverfahren - aussehen kann, zeigte er am Beispiel von Schmiedeformteilen.
Vorteile von Additive Manufacturing
Dem Kunden einen Mehrwert zu bieten, sei der Hauptgrund, um auf Additive Manufacturing (AM) zu setzten, ist Ulli Klenk (Siemens Energy) überzeugt. Der Anspruch laute, dass jedes AM-gedruckte Bauteil, über den gesamten Lebenszyklus betrachtet, kostengünstiger sein muss, als wenn es mit anderen Methoden hergestellt wird. Dies verdeutlicht er in seinem Vortrag am Beispiel einer Gasturbinen-Brennerspitze, meist gefertigt per Selektivem Laser Melting. Die Brennerspitze bestand früher aus 13 Bauteilen und die Produktion habe 26 Wochen gedauert. Heute bestehe sie aus einem einzigen Teil, das in 2 Wochen dem Kunden zur Verfügung gestellt werden könne. Dies zeige, dass durch Rapid Prototyping, unter Einsatz des 3D-Drucks, Fertigungszeiten enorm verkürzt werden können. Die zusätzlich verbesserte Topologie steigere auch den Wirkungsgrad der Turbine, was Betriebskosten spare und den CO2-Ausstoß senke. Schnelle Reparierbarkeit oder die Produktion von Ersatzteilen just on demand seien weitere große Vorteile. Die Vision sei, das Drucken direkt beim Kunden durchzuführen.
Prozessparameter optimieren
Über Trends im LPBF-Prozess informierte Dr. Theresa Hanemann vom AM-Anbieter EOS GmbH, Krailling bei München. Als aktuelle Herausforderungen sieht sie die Produktivität und Nachhaltigkeit des Verfahrens. Durch die erhöhte Anzahl von Lasern habe man die Produktivität gesteigert, dies habe aber seine Grenzen. Positive Auswirkungen habe auch das sog. „Beam Shaping“, bei der eine je nach Bauteil optimierte Laserstrahlgeometrie eingesetzt wird. Der 3D-Druck werde dadurch schneller, unerwünschte Prozesseffekte minimiert sowie weniger Pulver benötigt.
Der Wärmeeintrag sei ebenso wie die Textur veränderbar und auch die mechanischen Eigenschaften können mit diesem Prinzip verbessert werden. Durch die Optimierung des Energieeintrages in lokale Geometrieformen können auch die Support-Strukturen minimiert werden. Über ein Monitoring könne per Software die Leistung zeitgleich angepasst und Überhitzungen vermieden werden. Für die Zukunft laute das Ziel, die Prozessparameter lokal in Echtzeit anzupassen und so die Qualität zu erhöhen sowie die Druckzeit weiter zu reduzieren.
Mit der Wärmebehandlung in der Additiven Fertigung per LMD/SLM-Prozess im Werkzeug und Formenbau befasste sich ein Vortrag von Norbert Wild (Fachhochschule Oberösterreich, Forschungs- und Entwicklungs-GmbH, Wels). Gerade bei Werkzeugstählen spiele die Vorwärmung eine wichtige Rolle, da sonst hohe Spannungen und Risse entstehen können. Dies verdeutlichte er am Beispiel von mit SLM additiv gefertigten Schmiedegesenken. Nur die am stärksten belasteten Bereiche wurden dabei additiv durch Schichtauftrag gefertigt. Wähle man die Vorwärmtemperatur zu hoch, sei der Verlust an Pulver hoch, wähle man sie zu nieder, bilden sich Risse. Eine mittlere Temperatur von 250 °C habe zu verbesserten Werkstoffeigenschaften im Vergleich mit traditionellen Fertigungsmethoden geführt. Beim LMD-Verfahren erfolge die Abkühlung nicht so schnell wie beim SLM Prozess, der Druck eines gehärteten Presswerkzeugs in Segmentbauweise sei sogar ohne Vorwärmung möglich gewesen. Hier sei der Unterbau spanend hergestellt worden und der Aufbau anschließend mittels LMD erfolgt. Dies erfordere eine optimierte Aufbaustrategie für Warmarbeitsstähle, ermögliche aber eine wirtschaftliche Fertigung von Werkzeugen, großen Formen etc.
Potenzial für KMU
Gerade für den Mittelstand biete die auch als „Green Technology“ bezeichnete Additive Fertigung großes Potenzial, wie Markus Grünner (JP 3D TecVision GmbH & Co. KG, Straubing) in seinem Vortrag erklärte. Der Energieverbrauch sei hier im Vergleich zu konventionellen, subtraktiven Methoden geringer, die Zahl von Bauteilen könne durch eine Integralbauweise gesenkt und mittels Topologieoptimierung sowie durch 3D-Druck-adäquates Konstruieren könne Gewicht gespart werden. Vorteilhaft sei auch, dass kein Werkzeugverschleiß stattfinde und keine Formen zur Herstellung notwendig seien. Als Hindernisse sieht er u.a. die gerade für kleine Unternehmen oft zu hohen Investitionskosten für Metalldruckanlagen und den Mangel an erfahrenen Fachkräften. Auch bestünden Vorbehalte gegenüber der Bauteilqualität und das „Additive Thinking“ sei bei älteren Konstrukteuren noch zu wenig verbreitet.
Kleinere und mittlere Unternehmen an die Additive Fertigung heranzuführen, lautet das Ziel eines von der EU-geförderten Projektes, das die Hochschule Landshut zusammen mit fünf weiteren bayerischen und österreichischen Hochschulen und Universitäten aktuell durchführt, auf das Prof. Dr. Babel hinwies. Im Projekt „Ressourceneffiziente Bauteilinnovationen durch additive Fertigungsverfahren im bayerischen und österreichischen Grenzraum“ können Unternehmen durch die Zusammenarbeit mit wissenschaftlichen Partnern Know-how im Bereich des Metall-3D-Drucks aufbauen und deren vielfältigen Kompetenzen und Erfahrungen nutzen.
Innovative Verfahren und Prozesse
Weniger bekannte Verfahren der additiven Fertigung, mit denen sich das Fraunhofer-Institut für Gießerei-, Composite- und Verarbeitungstechnik kurz IGCV in Augsburg beschäftigt, stellte Christopher Singer vor, u.a. das Kaltgasspritzen. Dabei expandiert erhitzter Stickstoff, ein Gasstrom mit hoher Geschwindigkeit entsteht, dem Partikel zugeführt werden, die auf die Bauplatte geschossen werden und dort beim Aufprall eine dichte und festhaftende Schicht bilden. Die Industrialisierung der Multimaterialverarbeitung sowie von Beschichtungsprozessen durch Laser-Strahlschmelzen PBFLB/M sei ein weiteres Feld, an dem am ICGV forsche. Ziel sei, Eigenschaften im Bauteil nicht durch monolithisches Material, sondern durch den Einsatz verschiedener Materialien, wie z.B. Stahl und Kupfer, zu optimieren.
Im abschließenden Vortrag beleuchtete Marco Beckers (Aconity3D GmbH, Herzogenrath) den Einfluss unterschiedlicher sog. Intensitätsprofile auf die durch viele Parameter beeinflusste Prozessführung im LPBF-Verfahren. Von besonderer Bedeutung sei die von der Firma entwickelte Software, die vollen Zugriff auf alle Prozessparameter ermögliche sowie die Integration von Sensoren, die ein schnelles Reagieren zulassen. Durch unterschiedliche Fokuslinsen und dafür entwickelte Intensitätsprofile kann Einfluss auf den Prozess genommen werden. Damit habe man eine hohe Zeit- und Kostenreduktion gegenüber Standardprozessen erreicht.
Insgesamt konnte das Praxisforum, wie schon in den vergangenen Jahren, seinen Besuchern einen guten Querschnitt an Vorträgen von Maschinenherstellern, Anwendern und Forschungseinrichtungen bieten und dadurch den Wissensaustausch fördern und die Vernetzung sowie das Knüpfen neuer Kontakte ermöglichen.


