08.01.26 – Erfahrungen mit der Cos-alpha-Methode zur Bestimmung von Eigenspannungen in kugelgestrahlten Stahlfedern
Erfahrungen mit der Cos-alpha-Methode zur Bestimmung von Eigenspannungen in kugelgestrahlten Stahlfedern
Heute wird die Bestimmung von Restspannungen häufig mittels Röntgenbeugung durchgeführt. Die vorherrschende Methode ist die sogenannte sin2ψ-2θ-Methode, die sich vollständig etabliert hat. Die Messung eines Wertes dauert je nach Messpunkt und Anzahl der verwendeten Winkel 10 Minuten oder länger, um ein gutes Ergebnis zu erzielen. In diesem Artikel wird eine alternative Methode, die sogenannte Cos-alpha-Methode beschrieben, die sehr leistungsfähig ist.
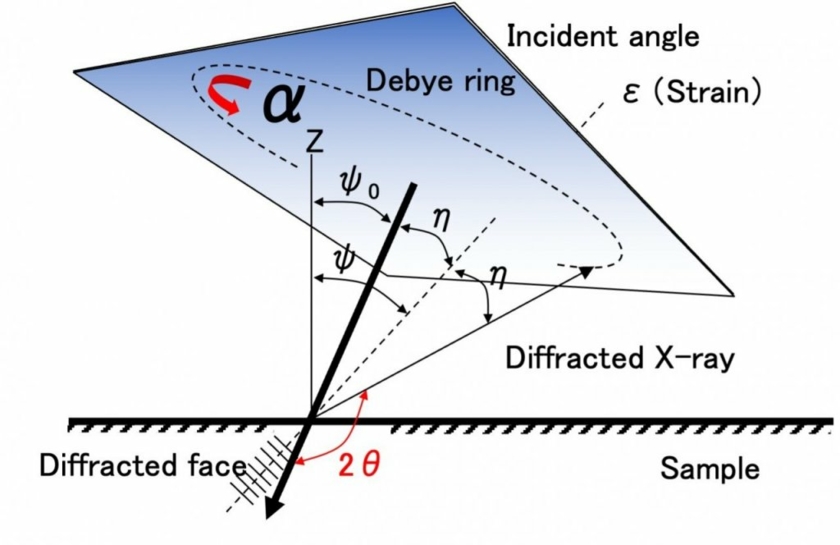
Abbildung 1: Schema des Debye-Scherrer-Rings und die benutzten Parameter. © Müller
Abbildung 1: Schema des Debye-Scherrer-Rings und die benutzten Parameter. © Müller
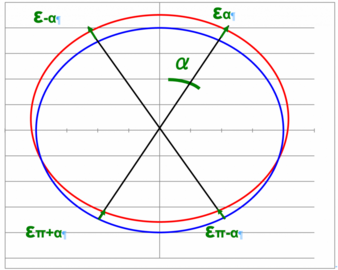
Abbildung 2: Verschiebung der Debye-Scherrer-Ringe unter Belastung der Probe. © Müller

Die Verschiebung 1 des Ringes unter einem bestimmten Winkel ist definiert als: © Müller
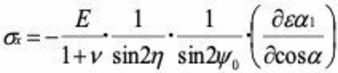
Die Verschiebung ist proportional zu cos ?: © Müller

Abbildung 3: Das Röntgendiffraktometer µ-X360s (pulstec) mit der Blattfederprobe. © Müller
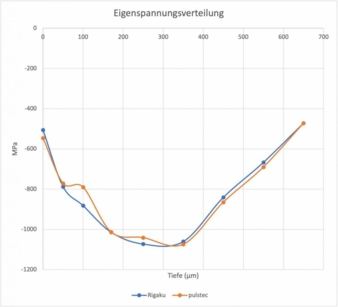
Abbildung 4: Eigenspannungsverteilungen in Abhängigkeit von der Tiefe. © Müller