02.04.20 – Anforderungen, Verfahren, Prüfungen
Lieferzustände seriös ausweisen
Verarbeiter von Stahlprodukten brauchen verlässliche Angaben zum Lieferzustand von Stahlprodukten. Nur so können die fertigen Bauteile die berechneten Eigenschaften bieten. Skizziert seien hier am Beispiel Dillinger Lieferzustände, Normanforderungen, Berechnungsverfahren und Prüfungen.
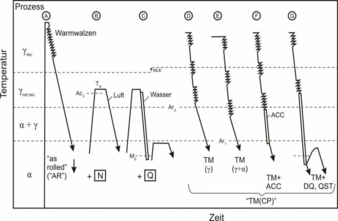
Bild 1: Schematische Darstellung der Lieferzustände „AR“, „N“, „Q“, „Q+A“ und „TM“. © Dillinger
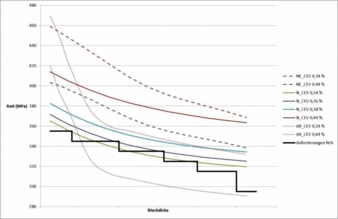
Streckgrenzen in den Lieferzuständen N, NE und AR abhängig von CEV und Blechdicke. © Dillinger
Der Lieferzustand von Stahlprodukten beschreibt die Walz- und Wärmebehandlung von Stahlprodukten. Der Verarbeiter kann daraus auf die Verarbeitungseigenschaften schließen. „AR“ (englisch „as rolled“) ist nach EN 10025-2 ein Lieferzustand ohne besondere Walz- und/oder Wärmebehandlungsbedingungen. Der Hersteller gewährleistet, dass das Stahlprodukt bei Auslieferung die Normeigenschaften erfüllt. Er übernimmt aber keine Gewähr für Eigenschaften nach einem Normalglühen oder einer Behandlung im Austenitgebiet beim Verarbeiter. Der Verarbeiter ist in diesem Falle im Risiko.
Definierte Lieferzustände
„+N“ beschreibt ein klassisches Normalisieren beim Hersteller zur Einstellung eines feinkörnigen Gefüges. Beschreiben kann +N auch ein normalisierendes Walzen. EN 10025-2 definiert „NE“-Walzen (Normalisier-Ersatz-Walzen) als ein Walzverfahren mit Endumformung in einem bestimmten Temperaturbereich, das zu einem Werkstoffzustand gleichwertig dem nach einem Normalglühen („N“) führt. Die Sollwerte der mechanischen Eigenschaften werden damit auch nach einem zusätzlichen Normalglühen eingehalten. Der Hersteller gewährleistet mit N, dass die Eigenschaften auch nach einem Normalglühen oder einer Behandlung im Austenitgebiet beim Verarbeiter noch den Normanforderungen entsprechen. Hierbei sind die Angaben der CEN/TR 10347 zu beachten. Beim NE-Walzen wird mit niedrigen, kontrollierten Endwalztemperaturen ähnlich dem „TM“-Prozess gewalzt. Durch ein angepasstes Werkstoffdesign, das auf Modellrechnungen basiert, sowie durch Prüfungen an nachträglich normalisiertem Material kann und muss der Hersteller sicherstellen, dass auch bei NE-gewalzten Blechen ein Normalglühen keine unzulässige Beeinflussung der Eigenschaften bewirkt.
EN 10025-2:2004 sieht für Grobbleche, die üblicherweise auf Quartowalzgerüsten hergestellt werden, nur die Lieferzustände +AR und +N vor. Ein thermomechanisch gewalztes Grobblech ist nicht definiert. In diesem Teil der Norm ist dieser Lieferzustand nur für Langerzeugnisse und kontinuierlich gewalzte Flacherzeugnisse geregelt. Gütebezeichnungen wie S355J2+M sind nach dieser Norm für Grobbleche nicht vorgesehen und damit nicht normkonform.
Baustähle im thermomechanisch gewalzten Lieferzustand („M“) sind in Teil 4 von EN 10025 und Baustähle im vergüteten Lieferzustand („QT“ oder „Q+A“) im Teil 6 von EN 10025 geregelt. Für den Verarbeiter ist bei diesen Stählen der Lieferzustand klar ersichtlich. Er weiß, dass Wärmebehandlungen wie Normalglühen oder Warmumformen bei Temperaturen höher als der AC3-Punkt die Werkstoffeigenschaften beeinträchtigen. Wärmebehandlungen wie Spannungsarmglühen – bei abhängig von der Haltedauer deutlich niedrigeren Temperaturen von maximal 580 °C oder Flammrichten mit üblichen Temperaturen – sind dagegen auch bei TM-Stählen gemäß EN 10025-4 ohne unzulässige Beeinträchtigung der Eigenschaften möglich. Bei vergüteten Stählen nach EN 10025-6 muss nach Rücksprache mit dem Hersteller die Glühtemperatur ausreichend weit unter der Anlasstemperatur liegen. Meist ist ein Spannungsarmglühen bis 560 °C bis 580 °C abhängig von der Haltedauer möglich.
Normanforderungen sicherstellen
Das komplexe Design eines Grobblechs umfasst Vorgaben zur chemischen Zusammensetzung, zu Prozessparametern im Stahlwerk, zum Stichplan im Walzprozess und zur Wärmebehandlung. Bei Dillinger basieren diese Designvorgaben auf langjähriger Erfahrung und auf Prognose-Modellen wie neuronalen Netzen. Verschiedene Eingabeinformationen werden in einem solchen Netz verknüpft, das diese Informationen wichtet und zutreffende Ausgabeinformationen berechnet. So kann das Netz zum Beispiel mit verschiedenen Produktionsparametern und Ergebnissen von Abnahmeprüfungen trainiert werden. Nach einer Lernphase kann es dann für gewisse Prozessparameter eine Vorhersage der Eigenschaften ausgeben [1].
Derartige Modelle werden bei Dillinger entwickelt, laufend überprüft und angepasst. Basis sind umfangreiche Prozessdaten sowie Ergebnisse der von Normen geforderten und zusätzlichen internen Prüfungen. Die Modelle erlauben somit die Einschätzung von Produktionsrisiken und werden genutzt, um Verarbeitern und Kunden zu helfen, wenn die Auswirkung von nicht spezifizierten Wärmebehandlungen eingeschätzt werden sollen.
Bei Dillinger liegen zum einen abgesicherte Modelle für Grobbleche vor, die nach dem Walzen klassisch durch ein nachgelagertes Normalglühen normalisiert werden (N-Modell). Zum anderen sind Modelle verfügbar, mit denen sich die Effekte eines normalisierenden Ersatzwalzens (NE-Modell) berechnen lassen. In zweiten Fall wird mit dem NE-Modell das Eigenschaftsprofil im Lieferzustand ermittelt. Neben dem NE-Modell wird bei Dillinger stets noch mit dem N-Modell geprüft, ob auch nach einem Normalisieren beim Kunden die Normanforderungen eingehalten werden. So wird sichergestellt, dass sich die mit N bezeichneten Bleche beim Verarbeiter ohne unzulässige Beeinträchtigung normalisieren lassen.
Bild 2 zeigt die mit den Modellen N, NE und AR berechneten Streckgrenzen abhängig vom Kohlenstoffäquivalent und der Blechdicke. Zur Einordnung sind im Bild die Normvorgaben der EN 10025-2:2004 für S355J2+N abhängig von der Blechdicke angegeben. Die Berechnungen im Zustand N für verschiedene CEV von 0,34 % bis 0,44 % zeigen, dass für relativ geringe CEV von 0,36 % und insbesondere von 0,34 % die Normvorgaben teils deutlich unterschritten werden. Folglich ist es nach dem Beispiel nicht möglich, ein Blech mit diesen niedrigen CEV herzustellen und seriös den Lieferzustand +N zu gewährleisten. Für +N müssten etwas höher legierte Konzepte mit höheren CEV eingesetzt werden.
Wie die Berechnung NE für ein CEV von 0,34 % zeigt, hat der Hersteller jedoch die Möglichkeit, durch ein kontrolliertes NE-Walzen die Normanforderungen sicher zu erfüllen. Sobald ein solches Blech über dem AC3-Punkt wärmebehandelt wird, ist aber das Risiko hoch, die Anforderungen der Norm nicht mehr zu erreichen (siehe Berechnung N für das CEV von 0,34 %). Die hier ausgeführten Berechnungen basieren auf einfachen CMn-Analysekonzepten ohne Mikrolegierungen. Durch solche mikrolegierten Konzepte können im kontrollierten Walzzustand NE die Normanforderungen mit noch tieferen CEV erreicht werden. Im Zustand N nach einem Normalisieren fallen die Festigkeitseigenschaften dann aber umso stärker ab und unterschreiten die Normanforderung. Daher sollen nach EN 10025-2 solche (zur Erreichung höherer Festigkeit kontrolliert gewalzten) Bleche nicht als S355+AR deklariert werden. Kapitel 3.2 in EN 10025-2 definiert den Zustand AR so: „Lieferzustand ohne jegliche besonderen Walz- und/oder Wärmebehandlungsbedingungen“. Die künftige Ausgabe der EN 10025-2 wird dies laut Entwurfstext noch klarer definieren.
Aus Bild 2 für die Berechnung AR mit einem niedrigen CEV von 0,34 % ist ersichtlich: Für dünne Bleche mit kleinen CEV von 0,34 % ist es möglich, die Eigenschaften im Walzprozess ohne besondere Temperaturkontrolle einzustellen, weil die Walztafel aufgrund des hohen Oberfläche-Volumen-Verhältnisses auf der Walzlinie schnell abkühlt und niedrige Endwalztemperaturen im Bereich einer normalisierenden Walzung erreicht werden. Oberhalb gewisser Blechdicken ist die Endwalztemperatur allerdings so hoch, dass beim Walzen das Gefüge kaum beeinflusst wird und sich somit die gewünschten Eigenschaften im Zustand AR nicht einstellen lassen. Durch kontrollierte Bedingungen NE ist dies möglich, wobei dann aber ein zusätzliches Normalisieren die Festigkeit zu stark reduziert und die Ausweisung als +N unzulässig wäre.
Zusammenfassung
Moderne Berechnungswerkzeuge erlauben es Herstellern von Grobblechen, genaue Vorhersagen der Eigenschaften abhängig von Analyse, Walzverfahren und möglichen Wärmebehandlungen beim Verarbeiter zu treffen. EN 10025-2 definiert den Zustand +N klar und zum Schutz des Verarbeiters als einen Zustand, in dem ein Normalisieren die Eigenschaften nicht unzulässig beeinträchtigt. Darauf muss für den Verarbeiter Verlass sein. Mit modernen Walzverfahren können heute Bleche mit sehr niedrigen CEV in großen Blechdicken so hergestellt werden, dass die Eigenschaften im Lieferzustand erfüllt sind. Solche Bleche werden zum Beispiel als TM-Bleche mit hervorragenden Eigenschaften zum Schweißen gemäß EN 10025-4 vertrieben. Der Verbraucher kann seine Fertigung auf die Vorteile des TM-Stahls ausrichten, weiß aber auch, dass eine Wärmebehandlung oder Warmumformung im Austenitgebiet nicht ohne Eigenschaftsbeeinträchtigung möglich ist. Solche, für hohe Festigkeiten kontrolliert gewalzten Bleche als S355J2+N zu vertreiben, ist nach Norm EN 10025-2 nicht zulässig und kann für den Verarbeiter ein Sicherheitsrisiko darstellen.
AG der Dillinger Hüttenwerke
Werkstraße 1
66763 Dillingen/Saar
Tel.: +49 6831 470
info@dillinger.biz
www.dillinger.de
Autoren: Wolfram Hölbling, Fabrice Gottwalles, Dillinger