31.03.26 – DRAHT | Führen, Richten und Transportieren
Vielseitigkeit und Leistung in Perfektion
Die Anforderungen im Hinblick auf die Leistungsfähigkeit und den vielseitigen Einsatz von Produkten steigen kontinuierlich. Bei Kunden gefragt sind Komponenten zum Führen, Richten und Transportieren, die unterschiedlichsten Prozessmaterialien und Querschnittsgeometrien genügen, einen großen Verarbeitungsbereich sicherstellen und zudem hohen Kräften und Momenten dauerhaft standhalten.

„Mega Power – Multi Purpose“ – Richtapparat „MP 7-15 PO 3/4“ für das Richten verschiedenster Prozessmaterialien in einem großen Richtbereich. © Witels-Albert
Mit eigenen Berechnungs-, Simulations- und Konstruktionswerkzeugen ist es gelungen, neue Richtapparate zu gestalten, die wie viele andere Produkte der Witels-Albert GmbH weltweit kein Pendant haben.
Zur elastisch-plastischen Verformung des Prozessmaterials werden jeweils sieben Richtrollen benutzt, die wechselseitig versetzt in zwei Reihen angeordnet sind. Beim Modell „MP 7-15 3/4 PO“ ist bedienseitig die 3er-Rollenreihe den beiden Kopfleisten, die mit mechanischen Positionsanzeigen „PO“ zur definierten und reproduzierbaren Einstellung der Richtrollen ausgerüstet sind, zugeordnet. Die 4er-Rollenreihe liegt abhängig von der Einbaulage des Richtapparates hinter oder unter dem Prozessmaterial. Das Modell „MP 7-15 4/3 PO“ nutzt bedienseitig die 4er-Rollenreihe für den Richtprozess.
Die Nutzung der Versionen 3/4 und 4/3 einheitlich oder gemischt in einem aus zwei Richtapparaten bestehenden Richtsystems in der Durchlaufrichtung des Prozessmaterials ermöglicht die Realisierung von insgesamt 16 Richtsystem-Konstruktionsvarianten. Es ist zu empfehlen, ein für einen Anwendungsfall passendes Richtsystem so zu gestalten und in der Linie zu applizieren, daß die Achse der ersten in Transportrichtung des Prozessmaterials angeordneten Richtrolle zur Achse der beispielsweise vorgelagerten Spule oder Umlenkrolle parallel ist sowie beide Achsen sich in Bezug zur Null-Linie auf derselben Seite befinden. Anstelle einer vorgelagerten Spule oder Umlenkrolle kann ein in adäquater Weise gekrümmtes Prozessmaterial treten.
Ist dies berücksichtigt, kann die Version des auslaufseitigen Richtapparates des exemplarischen Richtsystems einheitlich zur Version des einlaufseitigen Richtapparates sein, wenn die Zielsetzung in der Produktion eines geraden Prozessmaterials besteht. Soll davon abweichend ein definiert gekrümmtes Prozessmaterial erzeugt werden, bestimmt sich die Version des auslaufseitigen Richtapparates in Abhängigkeit von der gewünschten Orientierung der Restkrümmung, die konkav oder konvex zur Achsorientierung des auslaufseitigen Richtapparates sein kann und in der Regel vom Bedienpersonal mit der vorletzten verstellbaren Richtrolle des auslaufseitigen Richtapparates eingestellt wird.
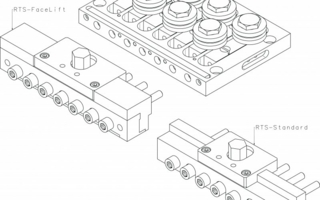
Das neu entwickelte Doppel-Kopfleisten-Design beider Modelle stellt die präzise Lagerung der Rollenverstellspindeln sicher und es sorgt mit höchster Steifigkeit für die zuverlässige Aufnahme der über die Richtrollen und Schieber auf die Spindeln übertragenen Kräfte. Die Rollenverstellung erfolgt jeweils über ein Feingewinde, das eine spielarme und präzise Feinjustierung der Werkzeuge zur Verformung des Prozessmaterials ermöglicht. Das individuelle Rollenverstellmoment ohne Last ist ab Werk voreingestellt und kann kundenseitig für jeden Schieber bzw. Verstellmechanismus angepasst werden. Spezifische Elemente im Kraftfluss sorgen für die Schmierung und das Ausbleiben von Verschweißungen unter hohen Lasten bzw. hoher Flächenpressung.
So ist es möglich, daß an den nachschmierbaren Hochleistungsrichtrollen GB 80 SL Rollenkräfte anliegen können, die bei der Verarbeitung von 15 mm Runddraht gemäß der Normen EN 10270-1 (Hart gezogener Federstahldraht, Sorte DH) und EN 10270-2 (Ölschlußvergüteter Draht, Sorte FDC) entstehen. Zudem lassen sich nicht rostende Federstahldrähte, die in der Regel bis 10 mm konform zur Norm EN 10270-3 verfügbar sind, verarbeiten, zum Beispiel der austenitische Stahl 1.4301 (EN 10088, AISI 304).
Der Richtbereich der Richtapparate „MP 7-15 3/4 PO“ und „MP 7-15 4/3 PO“ ist mit 4 mm bis 15 mm bestimmt. Alternativ zu drahtförmigen Prozessmaterialien können Profildrähte, Rohre oder mehrdrahtförmige Prozessmaterialien im vorstehend benannten Richtbereich verarbeitet werden. Ggf. ist eine Unter- oder Überschreitung des Richtbereiches für alle Prozessmaterialien möglich, wobei in solchen Fällen jeweils eine Eignungsprüfung durch die Witels-Albert durchzuführen ist.
Die Serienbenennung „MP“ der neuen Richtapparate steht für „Mega Power – Multi Purpose“ und ist bewusst gewählt, weil die Versionen und der Richtbereich der „MP“-Modelle die Erreichung unterschiedlichster Zielsetzungen im Hinblick auf die Geradheit bzw. Restkrümmung gestatten sowie 5 Standard-Richtbereiche der Witels-Albert GmbH repräsentieren. Für Maschinenhersteller vereinfacht sich damit die Gestaltung der für den Teilprozess Richten erforderlichen Baugruppe signifikant. Die Umrüstung von Verarbeitungsmaschinen oder -linien ist damit nicht mehr oder weniger häufig erforderlich. Von Vorteil für das Bedienpersonal dürfte die Nutzung nur eines vertrauten und leistungsfähigen Modells, ggf. in abweichenden Versionen, zur Verarbeitung vieler Prozessmaterialien sein.
wire 2026, Halle 9 Stand E 39
Witels-Albert GmbH
Malteserstraße 151-159
12277 Berlin
Tel.: +49 30 72398811
info@witels-albert.com
www.witels-albert.com