07.03.19
Messlösungen für die faseroptische Fertigung
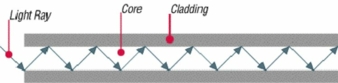
Lichtleiterkabel stellen an die Inline-Messtechnik besondere Anforderungen. Dies liegt an den extrem kleinen Abmessungen der Faser selbst und an den Toleranzen im Submikronbereich beim Ziehen und Beschichten.
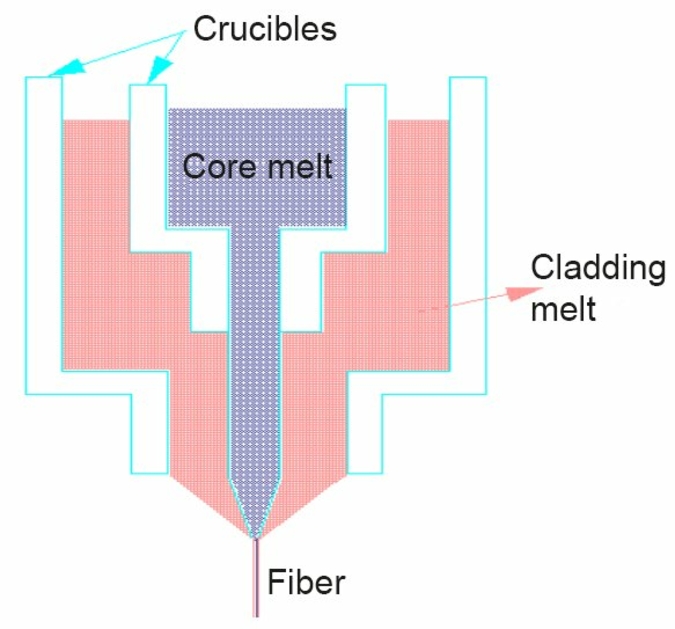
Beim Doppeltiegel-Verfahren wird das geschmolzene Kernglases durch einen inneren Tiegel gezogen sowie das geschmolzene Umhüllungsglases durch einen äußeren Tiegel. Hauptvorteil dieser Methode ist, dass unendlich lange Fasern gezogen werden können, solange die Tiegel ständig nachgefüllt werden. Sogar Step-/Graded-Index-Fasern lassen sich ziehen. © Zumbach
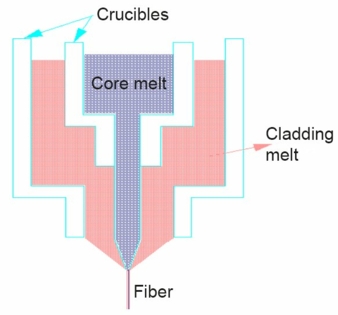
Beim Doppeltiegel-Verfahren wird das geschmolzene Kernglases durch einen inneren Tiegel gezogen sowie das geschmolzene Umhüllungsglases durch einen äußeren Tiegel. Hauptvorteil dieser Methode ist, dass unendlich lange Fasern gezogen werden können, solange die Tiegel ständig nachgefüllt werden. Sogar Step-/Graded-Index-Fasern lassen sich ziehen. © Zumbach
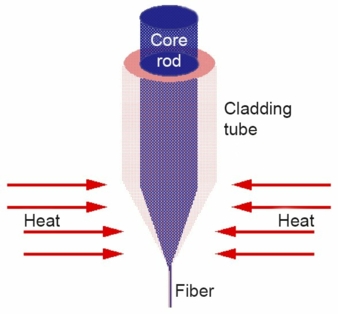
Bei der Rod-in-Tube-Methode wird ein Stab aus hartem Kernglas in ein Rohr aus hartem Mantelglas gelegt. Das Ende der Baugruppe wird erhitzt und als Ergebnis kann das erweichte Glas gezogen werden. Es ist wichtig, dass die beiden Glastypen ähnliche Erweichungstemperaturen haben. © Zumbach
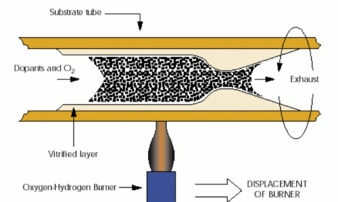
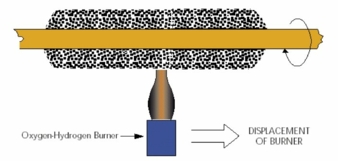
In der internen Ablagerung (IVD) wird ein Rohr aus hochreinem Siliciumdioxid auf einer Glasarbeitsdrehmaschine montiert, die einen Sauerstoff-Wasserstoff-Brenner hat. © Zumbach
Bei der OVD-Methode (Outside Deposition) werden chemische Dämpfe über einen als Hydrolyse bezeichneten Prozess in einer Flamme oxidiert. © Zumbach
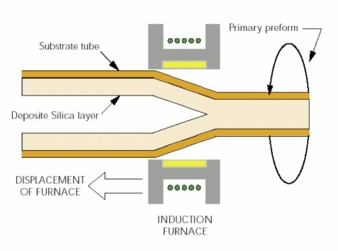
Nachdem der Vorformling in den OVD- und IVD-Verfahren hergestellt wurde, sind weitere Schritte erforderlich, bevor der Vorformling zum Faserziehen bereit ist. In beiden Fällen ist in der Mitte der Vorform ein Hohlraum. © Zumbach
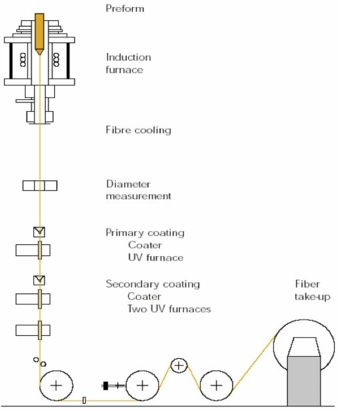
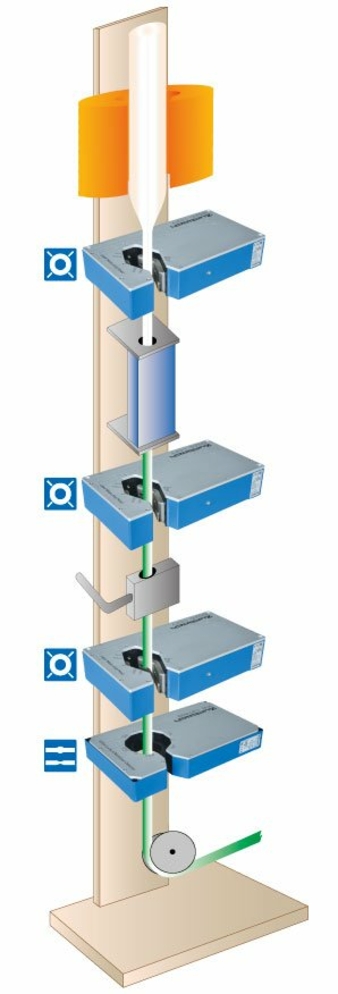
Die optische Glasfaser wird aus dem Vorformling gezogen. Dies wird typischerweise erreicht, indem die Vorform oben auf einem Ziehturm angeordnet wird und das Glas mit Wärme erweicht wird, so dass es beginnt sich zu verflüssigen. © Zumbach
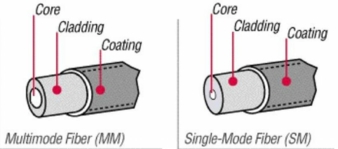
Modemfasern haben meist einen Kerndurchmesser von 8 µm, was eine Ummantelungsschicht mit einer Dicke von ungefähr 58,5 µm erfordert. Multimode-Faserkerne können buchstäblich jede Dimension haben, typische Kerndurchmesser sind jedoch 50 µm und 62,5 µm. © Zumbach
Ein Teilschritt des Faserziehens ist das Einfärben der Faser durch Aufbringen von UV-gehärteten Tinten. © Zumbach
Faserschubmast und lose Rohrkabel innerhalb eines mehradrigen Glasfaserkanals, der das Blasen (Installieren im Feld) weiterer Faserkabel ermöglicht. © Zumbach

Lose Schlauchkabel werden mit Hilfe einer Druckluftquelle hergestellt, um das Abziehen der Faser in das bereits installierte Kabel zu unterstützen. © Zumbach