18.12.23 – Schlötter
Sprödbruch schnell und zuverlässig erkennen
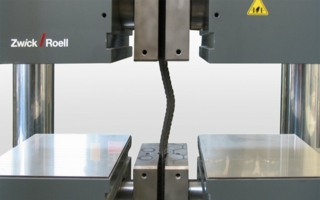
Eine neue Präzisionsmesseinrichtung ermöglicht die Prüfung von C-Körpern in unter 180 Sekunden.

Das Unternehmen Max Schlötter hat gemeinsam mit der iChemAnalytics einen praxisnahen Prüfstand entwickelt, der eine vielseitige C-Körper-Prüfung in Anlehnung an die aktuellsten Normen im Bruchteil der sonst notwendigen Zeit ermöglicht. © Dr.-Ing. Max Schlötter GmbH & Co. KG
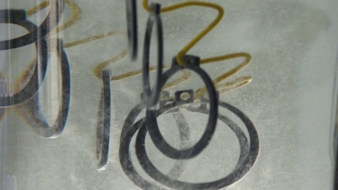
Bei deren galvanischer Beschichtung muss besonderes Augenmerk auf eine mögliche Wasserstoffversprödung gelegt werden. Im Bild: C-Ring-Prüfkörper © Dr.-Ing. Max Schlötter GmbH & Co. KG
Der Markt für Befestigungsteile verlangt zunehmend nach hochfesten Werkstoffen, bei deren galvanischer Beschichtung ein besonderes Augenmerk auf eine mögliche Wasserstoffversprödung gelegt werden muss. Denn mit zunehmender Festigkeit steigt auch die Gefahr eines wasserstoffinduzierten Sprödbruchs. Die bisher eingesetzten Prüfverfahren erfordern mehrtägige Prüfzyklen. Daher hat die Dr.-Ing. Max Schlötter GmbH & Co. KG zusammen mit iChemAnalytics einen Prüfstand entwickelt, der die Prüfzeit auf wenige Minuten verkürzt.
Damit können erstmals bis zu 20 Stück C-Prüfkörper gleichzeitig getestet werden – in gerade einmal 180 Sekunden. Grundlage ist ein mechanischer Belastungstest, bei dem Kraft-Weg-Kurven aufgezeichnet werden. Den einzelnen Messzellen stehen hierbei spezifisch parametrierbare Messprogramme zur Verfügung, die parallel abgerufen werden können. Dank der hochauflösenden Kraftsensoren und sehr präzisen Messkurven lassen sich hochwertige Kennwerte reproduzierbar generieren und als Grundlage für die Weiterentwicklung eigener Prozesse und Produkte nutzen. So konnte Schlötter den Beizentfetter „SLOTOCLEAN BEF 1790“ neu entwickeln.
Vorbehandlung wichtig
Immer häufiger werden hochfeste Stähle in ihren Werkstoffeigenschaften optimiert, um etwa leichter und widerstandsfähiger zu werden. Um diese Stähle optimal vor Korrosion zu schützen wird oft galvanotechnisch aufgebrachter kathodischer Korrosionsschutz eingesetzt. „Damit eine optimale Haftung der Beschichtung erreicht wird, muss bei der Vorbehandlung des Bauteils ein Beizschritt durchgeführt werden”, erklärt Dr. Michael Zöllinger, einer der Geschäftsführer des traditionsreichen Familienunternehmens Dr.-Ing. Max Schlötter.
Dabei werden Oxide und Zunder entfernt, sodass eine metallisch einwandfreie Oberfläche für den anschließenden Beschichtungsprozess entsteht. Greift die beim Beizen eingesetzte Säure das Grundmaterial an, entsteht Wasserstoff auch in atomarer Form. Aufgrund physikalischer Prozesse können Teile dieses Wasserstoffs zu nicht diffusionsfähigem molekularen Wasserstoff an der Oberfläche rekombinieren, oder in den Werkstoff diffundieren. Durch die Einlagerung des atomaren Wasserstoffes wird das Metallgitter geschwächt und das Bauteil kann je nach Legierung schließlich verspröden und im schlimmsten Fall kann es im verspannten Zustand zum sogenannten Sprödbruch kommen. „Daher stellen die Vorbehandlung und die nachfolgende Beschichtung höherfester Stahlbauteile mit einer Zugfestigkeit von > 800 MPa sowohl Fachfirmen als auch Anwender immer wieder vor die Frage, wie hoch die Wasserstoffkonzentration im Bauteil maximal sein darf, um eine Materialschädigung zu vermeiden. Bis heute haben sich für den Anwender in der Praxis trotz zahlreicher wissenschaftlicher Arbeiten keine anwenderfreundlichen prozessbegleitenden Prüfmethoden durchgesetzt oder sie sind zeitaufwändig und kompliziert“, so Zöllinger.
Praxisnaher Prüfstand
Aus diesem Grund hat die Dr.-Ing. Max Schlötter GmbH & Co. KG gemeinsam mit der iChemAnalytics einen praxisnahen Prüfstand entwickelt, der eine vielseitige C-Körper-Prüfung in Anlehnung an die aktuellsten Normen im Bruchteil der sonst notwendigen Zeit ermöglicht. Die Präzisionsmesseinrichtung „WSRME TWIN“ detektiert anhand von C-Ring-Proben Veränderungen im Werkstoffzustand, die z.B. durch flüssigkeitsmetallinduzierte-, Härte-, Anlass-, oder Wasserstoffversprödung auftreten können. Vergleichbare Prüfungen dauerten bislang mehrere Tage. Dank des speziellen Aufbaus und präzisen Prüfkonzepts sind nun lediglich zwei bis drei Minuten notwendig. Dadurch werden Verfahrenshersteller und Lohnbeschichter in die Lage versetzt, selbstständig normgerechtes Arbeiten sowie eine echte Prozessüberwachung und Qualitätssicherung in die eigene Fertigung zu integrieren, ohne auf externe Prüfdienstleister angewiesen zu sein.
Bestückung mit bis zu 20 C-Ringen
In dem unscheinbaren Aufbau befinden sich zwei Prüffeld-Öffnungen sowie mehrere elektrische Antriebe mit einstellbarem Vorschub, um die gewünschten Belastungsstufen der Prüfvorgänge präzise umzusetzen. Bis zu 10 Messzellen lassen sich je nach Variante mit maximal 20 C-Ringen bestücken, die parallel und unabhängig voneinander messbar sind. Je nach Anforderung können zusätzlich auch individuell auf Bauteile oder Prozesse zugeschnittene Prüfkörper angefertigt und eingesetzt werden. Dem Bediener stehen dabei gleichzeitig verschiedene Last- und Positionieroptionen zur Verfügung – von kraft- bzw. distanzgesteuerter stufenweiser Belastung bis hin zu definierten Haltezeiten mit anschließendem Aufzug bei konstanter Dehnrate. Dadurch wird sehr viel Zeit gespart, die sonst bei einer Prüfung in Reihe benötigt würde. Im Zuge dessen werden automatisch bestimmte Kennwerte ermittelt und überwacht, die sich aus den frei wählbaren Messverfahren ergeben. Gleichzeitig sorgen hochauflösende Kraftsensoren sowie die präzise Wegmessung für eine optimale Datenqualität. „Die Auswahl und Überwachung der Prüfvorgänge gestaltet sich dabei denkbar einfach: Über das integrierte Multi-Touch-Display lassen sich alle Einstellungen vornehmen und ausführen“, so Zöllinger.
Dank der integrierten Auswertealgorithmen, die von einem leistungsstarken Mikroprozessor gesteuert werden, ist die Messeinrichtung dabei in der Lage, eine Vielzahl materialspezifischer Kennwerte wie den Übergang von elastischem und plastischem Werkstoffverhalten, die wasserstoffinduzierte Materialentfestigung sowie einen materialspezifischen Deformations-Index (DI) zum Prozess zu messen bzw. zu berechnen. Die dabei generierten Mess- und Kennwerte werden automatisch mit den weiteren Metadaten wie Vorbehandlungen und Werkstoffzuständen verknüpft und gespeichert. „Es entsteht eine hohe statistische Aussagefähigkeit durch Parallelprüfung auf mehreren Messplätzen gleichzeitig. Diese lässt wertvolle Rückschlüsse darauf zu, wie sich die Bauteilqualität oder die Beschaffenheit des Ausgangsstahls allein schon für die Bearbeitung verbessern lässt“, erklärt Thomas Haberfellner, Leiter des Geschäftsbereiches Chemie und Entwicklung neuer Märkte bei Max Schlötter. Alle Messwerte werden in einer Datenbank gespeichert und lassen sich unter anderem in Microsoft Excel importieren. Mithilfe dieser Ergebnisse können kundenspezifische Produkte entwickelt oder das bestehende Portfolio optimiert werden wie etwa die Zugaben zu Beschichtungsbädern (z.B. für das galvanische Verzinken) oder neue „Badzusätze“ (z.B. Beizinhibitoren).