20.05.26 – Impulse für die Umformtechnik
Das Problem ist die Entscheidung: Prozessoptimierung neu gedacht mit KI-Agenten
Einsatz KI-Agent?! Ein Impuls-Beitrag zur praxisnahen Einordnung für die Umformtechnik: von Daten zu Entscheidungen – von Automatisierung zu Assistenz.
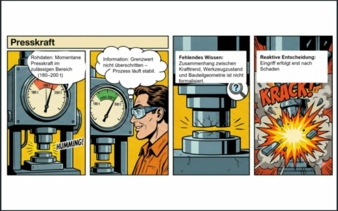
Werkzeugbruch trotz Presskraft im grünen Bereich — das Problem ist die Entscheidung, nicht die Messung. © Fachhochschule Südwestfalen
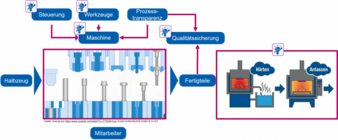
Entscheidungsraum der Kaltmassivumformung zwischen Werkzeug, Maschine, Prozess und Mensch. © Fachhochschule Südwestfalen
Das Werkzeug bricht gegen 14 Uhr. Die Presskraft lag den Vormittag über in der Toleranz, nur ein leichter Aufwärtstrend in den letzten zwei Stunden – unter jeder Schwellwertregel. Der Meister hatte das anrollende Versagen am Morgen akustisch bereits bemerkt. Aber Geräusche werden nicht geloggt und aus einem Bauchgefühl heraus stoppt niemand die Schicht.
Einzelprozesse im Kaltmassivumformen sind heute bis an die Grenze optimiert. Der Engpass ist die Entscheidung – wann eingreifen, welche Stellgröße verändern, weiterfahren oder Werkzeug tauschen. Hier setzen KI-Agenten an – als Assistenz, die Erfahrung systematisch nutzbar macht: Daten zu Optionen verdichten, Zielkonflikte bewusst steuern (Abb. 1).
Warum es nicht am Sensor scheitert
Viele Betriebe haben in den letzten Jahren in Datenerfassung investiert – mehr Sensorik, mehr Kraft-Weg-Kurven, mehr Qualitätsdaten. Der Nutzen entsteht aber erst, wenn aus Messwerten Entscheidungen werden. Das DIKW-Modell (Daten – Information – Wissen – Weisheit) macht das greifbar: Daten sind Rohwerte, Information sind erkannte Abweichungen und Trends, Wissen liefert das „Warum”, und erst die Weisheit beantwortet die Frage „Jetzt eingreifen oder weiterfahren?“. Diese letzte Stufe entscheidet über Ausschuss, Werkzeugstandzeit und stabile Prozesse (Abbildung 3).
Was ein KI-Agent ist – und was nicht
Ein KI-Agent ist kein Chatbot und kein klassisches Optimierungstool. Er kombiniert vier Bausteine: ein Sprachmodell als Entscheidungsinstanz, Retrieval für externes Wissen (z. B. Datenbanken, Simulationsergebnisse), Tools für Berechnungen und Maschinenansprache sowie Memory für Kontext und Erfahrung. Daraus entsteht ein strukturierter Vorschlag samt Begründung. Der Begriff „Agentic AI” wird in zwei Dimensionen verwendet: als Funktionstyp für proaktiv handelnde Systeme („WAS”) und als Autonomiegrad bis hin zu „AI as Agent” („WIE autonom”). Für die Umformtechnik ist diese Unterscheidung wichtig: Nicht jeder Agent muss vollautonom sein. In vielen Fällen reicht ein Assistenz-Agent, der Optionen strukturiert und begründet, während die Freigabe beim Menschen bleibt (Abbildung 2).
Die doppelte Entscheidungsfrage
Die zentrale Hürde ist selten das Modell – es ist die Entscheidung, und zwar in zwei Dimensionen: organisatorisch („Was soll mit KI gemacht werden – und wie nimmt man Mitarbeitende mit?“) und technisch („Was genau darf der Agent entscheiden?”). Ein praxistauglicher Startpunkt klassifiziert Entscheidungen nach Tragweite – von Information über Diagnose und Handlung bis Optimierung im Zielkonflikt. Je höher die Stufe, desto wichtiger werden Leitplanken und Freigabeprozesse.
Praxisbeispiele
- 1: Von Simulation zu Echtzeit-Entscheidungen
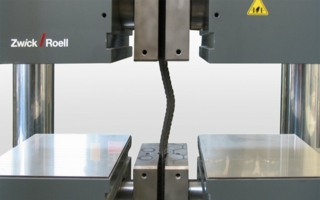
Beim Nosing von Präzisionsrohren kämpfen zwei Ziele gegeneinander: hohe Genauigkeit durch FEM-Simulation – aber zu hohe Rechenzeiten für die Prozessführung. Am Labor für Massivumformung (LFM) benötigt eine FEM-Simulation rund 301 Minuten pro Lauf. Auf Basis von 600 Simufact-Simulationen trainierten wir ein neuronales Netz als Surrogatmodell, das die Wanddickenprognose in 3,5 Sekunden liefert – rund 86-mal schneller als die Simulation. Eingebettet in einen Agenten lassen sich Sicherheitszuschläge gezielt reduzieren; der gemessene Effekt: bis zu 8 % weniger Materialeinsatz. Reifegrad: Labor/Pilot.
- 2: Zielkonflikte bewusst steuern
In der Ritzelkaltumformung arbeiten Flanschdicke und Flanschradius gegeneinander: Mehr Druck erzeugt dickere Flansche, aber kleinere Radien. Eingestellt wird heute nach Erfahrung oder Excel-Tabelle, mit typisch 15–25 % Ausschuss. In einer LFM-Studie lernte ein Reinforcement-Learning-Agent aus 600 Experimenten auf einem Surrogatmodell (R² = 0,99 für die Dicke, 0,97 für den Radius). Er findet pareto-optimale Einstellungen, dokumentiert die Wahl und läuft auf dem Produktions-PC mit unter 100 ms Latenz. Der Cp-Wert verbesserte sich um 45 %. Aus Bauchgefühl wird damit eine reproduzierbare Entscheidung im Konfliktraum. Reifegrad: Pilot.
- 3: eFMEA als Brücke in die Automatisierung
Ein Klassiker aus der Instandhaltung: FMEA-Wissen liegt oft statisch in Excel und wirkt nicht in Echtzeit. Die erweiterte FMEA (eFMEA) ergänzt Diagnose- und Regelspalten, aus denen automatisch Wenn-Dann-Regeln entstehen. In Verbindung mit einer Anlagenanbindung über OPC-UA wächst daraus ein regelbasiertes Expertensystem, das Fehler erkennt, priorisiert und Operatorschritte vorschlägt. Das funktioniert als Assistenz, nicht als Black Box – verkürzt Stillstandszeiten und macht implizites Expertenwissen sichtbar. Reifegrad: Labor mit Industriepartner.
Warum die „70 %” entscheidend sind
Für die erfolgreiche Einführung sind Technikfragen wichtig – aber selten der Hauptblocker. Die Boston Consulting Group verteilt die Hürden auf Basis einer Erhebung unter 1250 Führungskräften so: 10 % Algorithmen, 20 % Technologie, 70 % Menschen, Organisation und Prozesse. Wer nur an der Technik schraubt, adressiert höchstens 30 % des Problems (Abbildung 4).
Pragmatischer Einstieg für Umformbetriebe
Ein pragmatisches Vorgehen beginnt mit wenigen, klar abgegrenzten Entscheidungen – etwa „Wann greifen wir bei Presskraft-Drift ein?“. Drei Bausteine gehören dazu: klare Leitplanken (Grenzwerte, Qualitätskriterien), ein transparenter Feedback-Loop und ein Betriebsmodus, der Mitarbeitende stärkt – der Agent liefert Vorschläge, der Mensch entscheidet, bis Vertrauen und Datenlage die Autonomie schrittweise erweitern. Den Einstieg muss kein Betrieb allein gehen. Kostenfreie Angebote wie der Transformationshub TuWAs (tuwas-hub.de) senken die Einstiegshürde; Forschungspartner – im Konsortium unter anderem das LFM – bringen Umformwissen und KI-Kompetenz in gemeinsame Pilotprojekte ein.
Take-aways
Drei Punkte bleiben. Der Engpass ist nicht der Sensor, sondern die Entscheidung – das verändert die Fragen an Projekte und Budgets. Assistenz vor Autonomie: Ein Agent, der Optionen vorbereitet und begründet, ist meist der richtige Einstieg; Vollautonomie eine spätere Frage. Und: Implizites Wissen wird reproduzierbar. Jeder Meister, der in den Ruhestand geht, nimmt Betriebswissen mit – ein Agent mit gepflegtem Memory hält es verfügbar.
Autor
Prof. Dr.-Ing. Michael Marré arbeitet im Forschungskontext an der Verbindung von Umformtechnik und künstlicher Intelligenz. Er untersucht, wie KI-Methoden genutzt werden können, um Umformprozesse besser zu verstehen, digital abzubilden und gezielt zu optimieren. Seine Forschung zielt auf robuste, nachhaltige und datengetriebene Lösungen für die Produktionstechnik der Zukunft. Dabei stehen sowohl die methodische Weiterentwicklung als auch die industrielle Anwendbarkeit im Fokus.
Die Inhalte dieses Artikels stellte Prof. Michael Marré auch bei der diesjährigen Jahrestagung der Massivumformer als Impulsvortrag vor.