06.04.24 – Wärmebehandlung / Öfen
Wie man die Zukunft meistert
Die Dekarbonisierung ist in den letzten Monaten und Jahren in allen Unternehmen, insbesondere in Europa, zu einem essenziellen Thema geworden. Bei der Erreichung der EU-Klimaziele geht es nicht nur um die Kosten für die Nachrüstung oder den Bau neuer Beheizungsanlagen, sondern zunehmend auch um die laufenden Produktionskosten.

Abb. 1: Mobile Gasmischstation [1] von Tenova LOI Thermprocess. © Tenova LOI Thermprocess
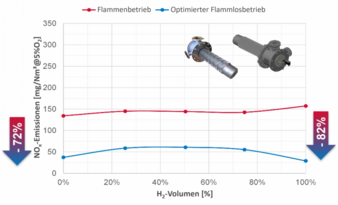
Abb. 2: NOx Emissionen des TRKS-Brenners mit diversen Erdgas/H2 Gemischen [2]. © Tenova LOI Thermprocess
Die Energiekosten sind sehr volatil und ändern sich fast stündlich. Daher sind die Umsetzung und Weiterentwicklung von Strategien mit Fokus auf Sicherung der Wettbewerbsfähigkeit und Erzielung signifikanter Wettbewerbsvorteile als langfristiges Ziel von besonderer Bedeutung. Wärmebehandlungsanlagen für Draht, Stäbe und Rohre stehen bei dieser Entwicklung an vorderster Stelle, da sie typischerweise einen geringeren Heizenergiebedarf als andere Anlagen haben und dadurch mit überschaubaren Investitionskosten die heute vergleichsweise geringen verfügbaren Mengen grüner Energie genutzt werden können.
Flexible Energienutzung in Wärmebehandlungsanlagen
Bei der Dekarbonisierung von Wärmebehandlungsprozessen ist die elektrische Beheizung eine naheliegende Lösung. Sie ist sowohl bei kontinuierlichen als auch bei chargenweise betriebenen Wärmebehandlungsanlagen seit Jahrzehnten Stand der Technik und gehört zum Standardrepertoire jedes namhaften Ofenherstellers. Vorausgesetzt, dass die elektrische Energie aus einer erneuerbaren Quelle stammt, ist die Emissionsfreiheit von Wärmebehandlungsprozessen hiermit in greifbare Nähe gerückt. Auf dem Markt sind diverse produktspezifisch optimierte Anlagen verfügbar, sodass eine elektrisch beheizte Wärmebehandlungsanlage den aktuellen Stand der Technik darstellt. Vielmehr ist die kontinuierliche Bereitstellung und damit Speicherung der notwendigen elektrischen Energie eine Herausforderung. Zudem erfordert die Umstellung bestehender Anlagen auf elektrische Heizsysteme eine entsprechende Änderung der Versorgung der Anlage, z. B. Entfernung von Gasleitungen und neue Verkabelung.
Zur Schaffung einer wirtschaftlichen und zukunftssicheren Basis für die Produktion mit reduziertem CO2-Fußabdruck (oder sogar CO2 neutral) setzen sich zunehmend alternative Konzepte wie kohlenstoffneutrale Brenngase durch. Bei bestehenden Anlagen ist die Umstellung des Energieträgers von Erdgas auf klimaneutrale Brenngase, wie z. B. regenerativ erzeugten Wasserstoff, eine sinnvolle Strategie in Bezug auf Investitionskosten, Anlagenkapazität, Leistung und Produktqualität. Für viele Anlagenbetreiber ist es „einfacher“, auf grüne Gase umzusteigen, als den Prozess zu elektrifizieren, da ein Großteil der Anlagenperipherie beibehalten werden kann.
Darüber hinaus sind auch klimaneutrale Feuerungskonzepte eine geeignete Strategie, um die künftige Verknappung grün produzierter Gase, insbesondere H2, bis zur vollständigen Umstellung auf grüne Energie zu überwinden, da grüne Gase dem Erdgas als Wärmeträger mit schrittweise steigenden Anteilen beigemischt werden können. Die Verwendung von grünem Erdgas („Power 2 Gas“) oder vielleicht in Zukunft von synthetischen Gasen ist unproblematisch in Bezug auf die Komplexität der technischen Umsetzung und die Prozessbedingungen. Aber der Einsatz von Wasserstoff ist technologisch anspruchsvoller, u. a. wegen der höheren Verbrennungstemperatur und der damit verbundenen Bildung thermischer Stickoxide im Vergleich zu Erdgas.
Daher muss vor der Umstellung die Auswirkung erhöhter Wasserstoffbeimischungen auf das Gesamtsystem eines gasbefeuerten Ofens in verschiedenen Betriebspunkten im Detail bewertet werden.
Mobile Gasmischstation
Tenova LOI Thermprocess hat eine spezielle, mobile Erdgas/Wasserstoff-Mischstation entwickelt, um flexible Mischungen von Erdgas/H2 bereitzustellen. Die Station wurde kürzlich in-situ eingesetzt, um Glühprozesse in einer Anlage unter Produktionsbedingungen zu testen (Abb.1) [1].
Die mobile Erdgas/Wasserstoff-Mischstation der Tenova LOI Thermprocess bietet die Flexibilität, Erdgas/Wasserstoff-Gemische für eine Gasleistung von bis zu 2 MW zu liefern und die Möglichkeit, Versuche an verschiedenen Ofentypen im typischen Prozessablauf durchzuführen.
Die Erfahrung hat gezeigt, dass eine isolierte Brennerbetrachtung oft zu kurz greift und neben dem Austausch installierter Brenner durch optimierte H2-ready Brenner auch die Anpassung bestehender Anlagen an neue Konzepte in Betracht gezogen werden sollte. Sollen vorhandene Brenner weiter genutzt werden, so ist ferner deren H2-Eignung kritisch zu bewerten. Brennertechnologien, die prinzipiell für die H2-Verbrennung im Hinblick auf die Brennerlebensdauer geeignet sind, müssen auch hinsichtlich ihres Emissionsverhaltens und ihres Einflusses auf angrenzende Teile einer Ofenanlage bewertet werden. Die mobile Erdgas-Wasserstoff-Mischstation von Tenova LOI Thermprocess ist daher mit einer fortschrittlichen Prozesssteuerung ausgestattet, die alle Gasströme sowie andere relevante Werte aufzeichnet. In Verbindung mit einem High-End-Abgasanalysator, der für Langzeit-Emissionsmessung geeignet ist, ist der Weg frei für eine umfassende und differenzierte Bewertung.
Angesichts der aktuellen Entwicklungen auf dem Energiemarkt muss die Wärmebehandlungsanlage der Zukunft auf rasche Veränderungen bei Verfügbarkeit und Kosten von Energie reagieren. Hierfür sind einige Prozesse besser geeignet als andere, insbesondere wenn bestehende Anlagen modernisiert werden.
Basierend auf diesem Überblick über Dekarbonisierungsstrategien ist eine detaillierte Analyse der Randbedingungen und Prozesse im Vorfeld von Neubau- oder Modernisierungsprojekten mit dem Ziel einer wirtschaftlichen, technologisch sinnvollen und umweltfreundlichen Minimierung von CO2 dringend zu empfehlen. Die folgende Fallstudie analysiert die unterschiedlichen Beheizungssysteme für einen Rollenherdofen (RHF), als Beispiel für eine kontinuierlich betriebene Anlage, und eine Haubenglühanlage (BAF), als Beispiel für eine chargenweise betriebene Thermoprozessanlage, um verschiedene Dekarbonisierungsansätze für einen definierten Prozess zu bewerten.
Rollenherdofen (RHF)
Rein gasbefeuerte Anlagen sind weltweit verbreitet und stellen den Stand der Technik für die Draht-, Stab- und Rohrproduktion dar. Für eine Produktionskapazität von z.B. 4 t Glühgut mit einer Zieltemperatur von 920 °C pro Stunde muss eine Gasleistung von ca. 1,8 MW mit einem durchschnittlichen feuerungstechnischen Wirkungsgrad von ηf = 65 % installiert werden. Höhere Wirkungsgrade sind technisch möglich, entsprechen aber praktisch nicht dem Stand der Technik. Aufgrund der Reaktionsgasatmosphäre im Ofen erfolgt die Beheizung indirekt über Strahlrohre.
Bei wasserstoffbefeuerten Anlagen ist die höhere Verbrennungstemperatur und die damit verbundene mögliche Erhöhung der NOx Emissionen im Vergleich zu Erdgas zu berücksichtigen. Aus diesem Grund hat Tenova für den Einsatz in Rollenherdöfen spezielle Brenner (TRKS) entwickelt, die bereits mit 100 % H2 und Gemischen aus H2 und Erdgas erfolgreich getestet wurden. Im flammenlosen Betrieb wurden NOx Emissionen von weniger als 70 mg/Nm3@5 %O2 erreicht (Abb. 2) [2].
Diese Technologie wird in bestehenden Anlagen getestet. Nach erfolgreichen Feldversuchen wird es möglich sein, eine Anlage komplett mit H2 zu beheizen.
Eine weitere Möglichkeit zur Dekarbonisierung von Rollenherdöfen besteht darin, die Brenner durch elektrische Heizelemente zu ersetzen, die entweder in Strahlrohren oder direkt in Form von Mäanderheizdrähten im Ofenraum installiert werden. Im obigen Beispiel müssen ca. 1,25 MW bereitgestellt werden, wobei ein elektrischer Wirkungsgrad von ηel = 98 % angenommen wird. Der Rollenherdofen kann entsprechend vollständig elektrisch beheizt werden.
Hybridlösungen sind bei Rollenherdöfen die Ausnahme, obwohl diese Systeme technisch durchaus umsetzbar sind. Ein Lösungsansatz ist eine Gasbeheizung der Aufheizzonen und eine elektrische in den Haltezonen. Ein flexibles Hybridsystem mit einem alternativ zu 100 % gas- oder elektrisch beheizten Ofen, das je nach Energiepreis betrieben werden kann, ist eine weitere Lösung. Der Einsatz von hybriden Heizsystemen hat das Potenzial, die CO2 Emissionen zu reduzieren oder als flexibles Energiespeichersystem eingesetzt zu werden. Das Hybridsystem muss hierbei individuell an die technologischen Anforderungen des Glühprozesses sowie die Infrastruktur des Anlagenbetreibers angepasst werden.
Konventioneller Haubenglühofen (BAF) und Haubenglühanlagen für die Wärmebehandlung von Draht mit Materialtemperaturen bis zu 850 °C werden nach Stand der Technik überwiegend mit Erdgas betrieben. In diesem Beispiel für einen konventionellen Haubenglühofen (BAF) wird eine Gasheizleistung von 1,5 MW mit einem durchschnittlichen feuerungstechnischen Wirkungsgrad von ca. ηf = 71% installiert.
„ecoBAF“ Heizhaube
Tenova LOI Thermprocess bietet auch eine moderne Generation von Heizhauben mit deutlich erhöhter Luftvorwärmtemperatur von bis zu 600 °C und reduzierten Abgasverlusten an, was zu Energieeinsparungen von bis zu 12 % bei einem durchschnittlichen Feuerungswirkungsgrad von ca. ηf = 76 % (Abb. 3) und einer entsprechenden Reduzierung des CO2-Fußabdrucks führt.
In Kombination mit dem patentierten „ultra-low NOx HPH“ (High Performance Hydrogen) flameless Konzept werden die bei höherer Luftvorwärmtemperatur naturgemäß auftretenden hohen NOx Emissionen deutlich auf durchschnittlich ca. 70 mg/m³@5 %O2 im Abgas über den Glühzyklus reduziert [1]. Eine Besonderheit des Konzepts ist der räumliche Abstand zwischen der Brenngaseindüsung über spezielle Gaslanzen und der Luftzufuhr beim flammenlosen Betrieb in der Heizhaube, um die NOx Emissionen wirksam zu reduzieren.
Für Haubenglühöfen hat Tenova LOI Thermprocess geeignete Brenner mit 100 % H2 und verschiedenen H2/Erdgas-Gemischen erfolgreich getestet. Die besonderen Brenneranforderungen sind dabei die Flammenform und -geschwindigkeit, da der Bereich zwischen Heizhaubenisolierung und Schutzhaube begrenzt ist und eine ungeeignete Konstruktion das Feuerfest und die Lebensdauer anderer Ofenteile beeinträchtigen kann. Die neueste Generation der Tenova Loi Thermprocess „ecoBAF“ Heizhaube mit dem patentierten „ultra-low NOx HPH“-flameless Konzept zeichnet sich durch bemerkenswert niedrige NOx Emissionen aus, die den Übergang zu einem stabilen, emissionsarmen H2-Betrieb innerhalb der aktuellen Genehmigungspraxis ermöglicht. Das Konzept reduziert die NOx Emissionen im flammlosen Betrieb über einen weiten Bereich des Glühzyklus um mehr als 75 % im Vergleich zum Flammenbetrieb mit herkömmlichen Brennern, sowohl für Erdgas als auch für H2.
„eBAF“-Heizhaube mit Widerstandsbeheizung
Eine weitere Möglichkeit, Rauchgasverluste und CO2-Emissionen zu vermeiden, besteht darin, Elektrizität direkt als Energiequelle für den Glühprozess zu nutzen. Dazu werden die Brenner durch elektrische Heizelemente oder Mäanderheizdrähte im Ofenraum ersetzt. Prinzipiell können viele Öfen komplett elektrisch beheizt werden. Abb. 4 zeigt ein Beispiel für eine elektrische Heizhaube mit Widerstandsheizung.
Ein wichtiger Punkt ist die geringere Energiedichte von elektrischen Heizsystemen im Vergleich zu Brennern. Dies erhöht den Platzbedarf im Ofenraum. Im obigen Beispiel einer Heizhaube mit 1,5 MW Gasleistung müssen ca. 1,0 MW elektrische Energie bereitgestellt werden. Dagegen können aufgrund der begrenzten Fläche im Heizhaubeninneren nur 800 kW aufgebracht werden. Die geringere Heizleistung wirkt sich auf die Aufheizphase eines Glühzyklus aus und reduziert damit geringfügig den Durchsatz der Anlage. Da für die konstante Temperatur während der Haltephasen weniger Energie benötigt wird, wirkt sich die reduzierte Leistung nicht auf die Wärmebehandlungszeit während dieser Phasen aus. Als Fazit gilt, dass die vollelektrische Beheizung (aus erneuerbaren Quellen) ein gangbarer Weg ist, um den CO2-Fußabdruck effektiv und mit lediglich geringsten Einschränkungen des Durchsatzes zu reduzieren, sofern die Infrastruktur für die Stromversorgung vorhanden ist. Elektrische Beheizungen werden seit mehr als 70 Jahren eingesetzt und wurden vor allem dort in Betracht gezogen, wo der Zugang zu Gas aufgrund der oft höheren Kosten eingeschränkt ist.
Aufgrund der begrenzten Oberfläche im Ofen ist eine Installation eines 1,5 MW Gas- und 1,0 MW Elektroheizsystems in einer einzigen Haube (Hybrid-Heizhaube) mit der heutigen Technik keine Option. Elektrische Heizelemente mit einer Leistung von etwa 300 kW können jedoch in einen gasbeheizten Ofen integriert werden und als Zuheizer dienen, um die Vorteile der elektrischen Energie zu nutzen. Eine weitere Option ist das Tenova LOI Thermprocess „Hybrid-BAF“ Konzept. Je nach Verfügbarkeit oder Kosten können elektrisch beheizte „eBAF“ oder gasbeheizte Heizhauben auf demselben Glühsockel verwendet werden. Mit dieser „Hybrid-BAF” Technologie können bestehende Anlagen, auch schrittweise, nachgerüstet werden, um einen reibungslosen Übergang vom heutigen gasbeheizten Betrieb zum künftigen rein elektrischen Betrieb zu ermöglichen.
Der Einsatz von hybriden Heizsystemen bietet das Potenzial, den CO2 Ausstoß zu reduzieren oder als flexibler Energiespeicher eingesetzt zu werden, wobei die Energiequelle oft auf Knopfdruck während der Produktion gewechselt werden kann. Die dafür erforderlichen Systeme entsprechen dem Stand der Technik, müssen aber individuell an die technologischen Anforderungen des Wärmebehandlungsprozesses und die vorhandene Infrastruktur angepasst werden. Generell sind hybride Lösungen komplexer und manchmal mit Produktivitätseinschränkungen behaftet. Außerdem müssen Maßnahmen entwickelt werden, um die Lebensdauer des Standby-Heizsystems während des Betriebs zu verlängern. Schließlich muss die Wirtschaftlichkeit der Anschaffung und Wartung von zwei redundanten Heizsystemen sorgfältig geprüft werden.
Schlussfolgerung
Diese grundsätzlichen Überlegungen zeigen, dass sowohl kontinuierlich betriebene Rollenherdöfen als auch diskontinuierlich betriebene Haubenglühanlagen bei Neuanlagen und auch im Rahmen einer Modernisierung, Potentiale zur CO2-Reduktion aufweisen. Modernisierungen können problemlos in Phasen durchgeführt werden, so dass die Investitionen entsprechend aufgeteilt werden können. Im Gegensatz zu neuen Anlagen, bei denen die Investitionen sehr hoch sind, ist die Modernisierung bestehender Anlagen eine effiziente Möglichkeit, den CO2-Fußabdruck kurzfristig zu verringern. Die Mehrkosten für effizientere Systeme amortisieren sich oft schon nach wenigen Jahren durch Energieeinsparungen. Geeignete, technisch und wirtschaftlich optimierte Lösungen können jedoch nur nach einer vorherigen Analyse der Prozesse und Infrastruktur gefunden werden.
Die stetig steigenden Anforderungen an moderne Anlagen im Hinblick auf ökologische, ökonomische und qualitative Faktoren können in Zukunft sowohl mit kontinuierlichen als auch mit diskontinuierlichen Wärmebehandlungsanlagen erfüllt werden, deren Potenziale noch lange nicht ausgeschöpft sind.
Referenzen
[1] Gula, G.; Fliess, M.; Wuppermann, C.: Potentiale zur Dekarbonisierung von Haubenglühanlagen und aktuelle Entwicklungen, conf. proc., 4th Aachener Ofenbau- und Thermprocess Kolloquium;17. Okt. 2023, S. 43-52.
[2] König, E.: Allan, M.: Roller Hearth Heat Treatment at the Cutting Edge of Technology; conf. proc., AISTech 2023, Dec. 2023.
Die Autoren des Beitrags sind Dr. Gökhan Gula, Erik König und Malte Fließ, Tevova LOI Thermprocess. „ecoBAF®“, „eBAF®“ und „HPH®“ sind eingetragene Marken der LOI Thermprocess GmbH.
wire 2024 Halle 10 Stand A 59
LOI Thermprocess GmbH
Schifferstraße 80, 47059 Duisburg
Ansprechpartnerin ist Eva Meyer
Tel.: +49 203 80398-880
eva.meyer@tenova.com
www.loi.tenova.com


