21/05/2022 – Surface treatment
Wire shaving unit for non-ferrous wire processing 2.0
For several years the number of applications of wire shaving technology even in the non-ferrous range, especially for the processing of copper and copper alloys as well as aluminium and aluminium alloys has increased. Kieselstein consequently implements the experience of the recent years into a new design of its shaving units.
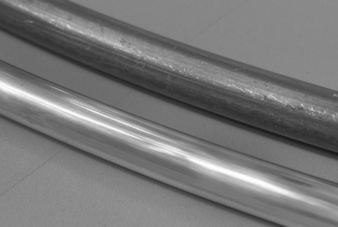
Comparison of un-shaved and shaved surface. © Kieselstein
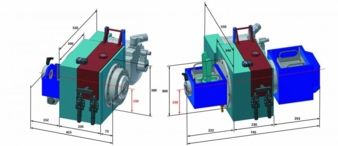
For the integration in existing drawing equipment, KIESELSTEIN realised its shaving units in compact design. Left: Shaving unit combinable with a wet draft, right: shaving unit combinable with dry draft. © Kieselstein
The motivation for advancing the wire quality and for removing defects in edge layers increases continuously. The technology of shaving enables to transform low quality wire by chipping processing into a superior quality with a homogenous structure. Moreover, technological advantages can be reached by shaving. The removal of a casting surface resulting from the wire casting process or the removal of oxides, for example in the processing of aluminium and aluminium alloys, increases the formability and reduces the sensitivity of breaking of the wire processed in this way considerably.
In 2004 a testing centre for wire shaving was installed for the improvement of this technology. At that time the focus was on applications for the steel wire production. Especially on the processing of high-tensile wire applied in the production of valve and clutch springs. By the consequent extension of the capacities in the test centre, now named “k.lab”, applications in other areas of the wire processing industry could be explored. This includes the processing of non-ferrous metals. It became clear very quickly that the processing of these wires requires, besides specific technological aspects, a special design of the machine equipment. The technological aspects are for example the higher cutting speed, special lubricants and special tool geometries.
Another significant difference is the necessary cutting depth (chip removal). For the removal of oxides it is a lot smaller than the removal for the processing of decarbonised edge layers of steel wire. One main topic in the development was the determination of minimal cutting depths, which are currently defined at 0.02mm related to the radius. Another aspect was the determination of the minimum and maximum wire diameter which can be processed with non-ferrous materials. By integrating potential customers in the development process the diameter range could be extended continuously. At the moment, the range of application is from 0.8mm to 32.0mm. Thereby chip removals (cutting depths) of 0.02mm to max. 0.5mm related to the radius can be realised. As a result of these considerable customer-oriented developments a huge number of different solutions were realised which were strongly oriented towards the individual requirements of the customers.
A certain complexity encouraged Kieselstein to scrutinise the several solutions and to transfer experience of the past into a complete redesign (revision) of the solution for the processing of non-ferrous metals.
A few examples are supposed to proof the success of this redesign. This includes, amongst others, the “self-alignment” of the tool. This technology which was developed for the processing of high-tensile wire requires a certain tool geometry and high processing forces. Due to the low tensile strength and the special geometries this is more difficult with non-ferrous metals. Therefore, the self-alignment of the tool is not entirely suitable for the processing of non-ferrous metals. This solution which was standard so far, was defined as a special solution in the redesign and is available only as an option.
A second example is the so called “micro-adjustment”, the adjustment by micro positioning systems. Originally, this function was developed to give the operator the option to adjust the adjustment of the tool if the chip removal does not take place at the complete circumference of the wire. This functionality, especially designed for minimal cutting depths, still has its legitimacy. However, by increasing the production quality of elements inside the shaving unit and a higher tool quality the same accuracy can be reached by the design itself. Therefore the “micro-adjustment” as well as the “self-alignment”, is now only an option.
Besides the optimisations already mentioned, new functionalities were included, based on the experience. One is the minimal distance between the tools which is in contradiction to an optimal accessibility for the tool replacement.
During the redesign several options were considered how to bring the tools (calibration die, shaving die and finishing die) closer to each other.
The calibration die is used for the pre-drawing of the wire. Its main task: Correct the wire regarding its diameter and roundness tolerances and to ensure a uniform, defined chip removal.
The shaving die is the chipping tool, which removes the defective layer of the surface of the wire.
The finishing die (skin-pass) is meant for an additional guiding and ensures the defined wire diameter in the shaving process.
Besides the accessibility and the operability another challenge was to review the rotational speed and the design of the chip breaker. The chip breaker is meant to chop the chips occurring during the shaving process. Important is a high flexibility at a high rotational speed. In this way the rotational speed which was usually at 1,500rpm could be increased to up to 6,000rpm. This is especially due to the high speed of the processing of aluminium wire.
Such high rotational speed requires a special bearing and additional options for cooling. Several technical solutions were tested in the first units supplied to customers over the recent years and were implemented in the redesign.
Another task during the redesign were the dimensions of the shaving unit. The target was to integrate the shaving technology into existing drawing equipment. Existing drawing die holders are replaced. So far, a shaving unit required far more space than a common drawing die holder. This was taken into account by a compact design which also meets the requirements already mentioned. The integration into existing drawing equipment is a lot easier now.
The completely redesigned shaving unit is now available for different types of applications and wire diameters. At first the units “DS 30” (2.5mm to 6.5mm), “DS 60” (5.0mm to 9.5mm) and “DS 100” (5.5mm to 13.5mm) were redesigned. In the course of the year 2020 the first units have been supplied to the customers. Especially the compact design, the easy handling of the tools and the high precision in the very few parts were highly appreciated.
In summary, the target of the redesign – a high quality together with lower complexity – could be reached. In the course of future shows and exhibitions the design will be presented to customers all over the world. Besides these developments, there are further revolutionary innovations in the pipeline.
wire 2022, hall 10 booth D 22
Kieselstein International GmbH
Erzbergerstrasse 3, 09116 Chemnitz, Germany
Contact person is Juliana Colditz
Tel.: + 49 (0371 9104103
j.colditz@kieselstein.com
www.kieselstein.com


