26.11.20 – Unrundwalzen
Die Ellipse im Mittelpunkt
Schmiedeteile sind oft nicht geradlinig oder symmetrisch. Und zugehörige Vorformen lassen sich nur aufwendig herstellen. Das Institut für Integrierte Produktion Hannover erprobt daher in einem neuen Forschungsprojekt das Unrundwalzen, mit dem sich elliptische und exzentrische Formen herstellen lassen.
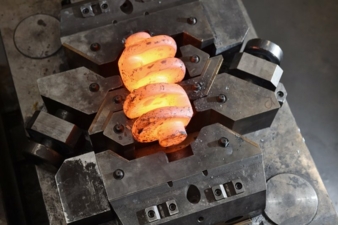
Per Unrundwalzen sollen sich komplexe Schmiedebauteile wie Kurbelwellen künftig schneller und materialsparender herstellen lassen. © Ralf Buechler
Vom zylindrischen Rohteil zur fertigen Rotor- oder Kurbelwelle: Beim Umformen massiver Bauteile sind mehrere Schritte notwendig, bei denen der Werkstoff nach und nach in Form gebracht wird. Je stärker die Vorform der Fertigform ähnelt, desto weniger Energie und Material werden bei der finalen Umformung benötigt.
Zur Herstellung von Vorformen ist das Verfahren des Querkeilwalzens in der Schmiedeindustrie etabliert. Vorformen werden genutzt, um unter anderem den Gratanteil und Energiebedarf beim Schmieden zu senken und Kosten zu sparen. Das Querkeilwalzen ist besonders materialeffizient, weil keinerlei Grat entsteht. Hergestellt werden in der Regel damit runde und symmetrische Vorformen.
Unrunde Querschnitte walzen
Dass auch unrunde und exzentrische Formen möglich sind, wurde schon in Machbarkeitsstudien gezeigt, aber noch nicht eingehend erforscht. Diese Aufgabe übernehmen nun Ingenieurwissenschaftler am IPH in Hannover. Ihr Ziel ist es, unrunde Querschnitte herzustellen, ohne das Werkstück in die Länge zu ziehen und einen Materialüberschuss zu produzieren. Zusätzlich wollen sie exzentrische Abschnitte herstellen, wobei der Mittelpunkt eines kleinen Abschnitts des Schmiedeteils verschoben wird, der Flächeninhalt aber erhalten bleibt.
Im Anschluss wollen die Ingenieure beides kombinieren und elliptisch geformte Abschnitte des Schmiedeteils exzentrisch verschieben. Zudem untersuchen sie, welche Möglichkeiten es zur gleichzeitigen Herstellung mehrerer unrunder exzentrischer Querschnitte gibt. Dafür werden Untersuchungen per Finite Elemente Methode durchgeführt. Anschließend wollen die Ingenieurwissenschaftler ein modulares Werkzeug herstellen, mit dem sich unterschiedliche Parameterkombinationen experimentell untersuchen lassen.
Prozessfenster definieren
Querkeilwalzapparate in Flachbackenbauweise bestehen aus zwei gegeneinander verfahrenden Werkzeugplatten mit zugehöriger Werkzeuggeometrie. Ein zylinderförmiges Halbzeug wird zwischen den beiden Platten gewalzt, dabei wird die Masse neu verteilt. Ein Steg mit Profilierung sorgt dafür, dass das Bauteil rollt und nicht rutscht.
Ganz ähnlich wird das Unrundwalzen funktionieren. Das Ergebnis der Umformung hängt von unterschiedlichen Parametern ab: der Stegbreite und Ellipsenausprägung bis hin zum Verschiebungswinkel. Die Ingenieure am IPH wollen herausfinden, welche Parameter das Unrundwalzen auf welche Weise beeinflussen, und so das Prozessfenster für einen stabilen Umformprozess definieren.
Das langfristige Ziel lautet: Schmiedeunternehmen, die bereits Querkeilwalzapparate in Flachbackenbauart nutzen, sollen diese mit neuen Werkzeugeinsätzen auch für die Herstellung unrunder, exzentrischer Vorformen verwenden können. Dadurch entsteht beim Schmiedeprozess weniger Grat und die Unternehmen sparen Material. Zudem gehen die Ingenieure davon aus, dass sich die unrunden, exzentrischen Vorformen mit weniger Schmiedeschritten zum Fertigteil weiterverarbeiten lassen.
Institut für Integrierte Produktion Hannover gGmbH
Hollerithallee 6
30419 Hannover
Tel.: +49 511 279760
info@iph-hannover.de
www.iph-hannover.de


