11.05.23 – Wärmebehandlung / Federn
Entspannen von Federn
Federn werden nach dem Winden häufig einer Wärmebehandlung im Temperaturbereich von 180 °C bis 450 °C unterzogen. Umgangssprachlich wird diese Wärmebehandlung häufig als „Anlassen“, aber auch als „Spannungsarmglühen“ oder allgemein als „Wärmebehandeln“ bezeichnet. Ziel des Beitrags ist die Einordnung dieser Wärmebehandlung innerhalb der in der Norm beschriebenen Wärmebehandlungsverfahren.
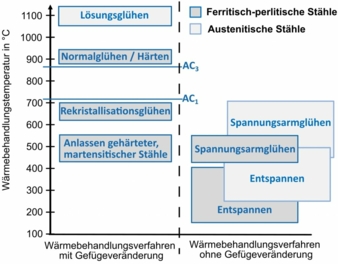
Abb. 1: Wärmebehandlungsverfahren mit und ohne Gefügeänderung. © VDFI
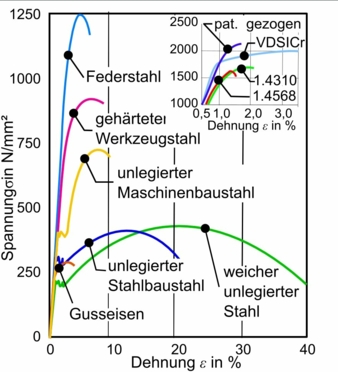
Abb. 2: Exemplarische Zugversuchs-Kennlinien an verschiedenen Stahlsorten und verschiedenen Federstahldrähten. © VDFI
Insbesondere muss zwischen Wärmebehandlungen mit und ohne Gefügeveränderung unterschieden werden (Abb. 1). Für eine deutlichere Abgrenzung der Wärmebehandlung nach dem Winden sollte zukünftig für diesen Prozess der Begriff „Entspannen“ verwendet werden.
Bei den Wärmebehandlungen mit Gefügeveränderung ist die Temperaturführung, bestehend aus Temperatur, Haltezeit und Abkühlgeschwindigkeit, in sehr engen Grenzen definiert und einzuhalten, um das gewünschte Gefüge zu erhalten. Die industriell am meisten verbreiteten Wärmebehandlungen mit Gefügeveränderung sind das Normalglühen, das Vergüten, bestehend aus Härten und Anlassen, und das Rekristallisationsglühen.
Beim Normalglühen [DIN EN ISO 4885] wird der Stahl auf eine Temperatur knapp oberhalb von AC3 erhitzt, auf dieser Temperatur gehalten, bis sich im gesamten Bauteil ein austenitisches Gefüge eingestellt hat und langsam wieder auf Raumtemperatur abgekühlt, so dass sich ein ferritisch-perlitisches Gefüge bilden kann.
Beim Härten wird dagegen nicht langsam aus dem Austenitgebiet abgekühlt, sondern das Bauteil wird durch ein kühlendes Medium wie Wasser oder Öl abgeschreckt, sodass das kubisch-flächenzentrierte Gitter "eingefroren" wird. Das Ergebnis dieses Vorgangs ist ein hochverspanntes und damit hochhartes Gefüge, das als Martensit bezeichnet wird.
Die Glashärte des Martensits hat aufgrund seiner niedrigen Duktilität nur sehr begrenzte technische Einsatzmöglichkeiten, daher erfolgt in den meisten Fällen eine Anlassbehandlung, um bei moderaten Festigkeitseinbußen die Zähigkeit des Materials zu erhöhen. Diese Rückbildung des Gefüges resultiert aus der erleichterten Diffusion des Kohlenstoffs, einem Abbau des Restaustenit und einer globularen Einformung des Zementits. Zum Anlassen werden Temperaturen im Wesentlichen zwischen 450 °C und 550 °C eingestellt, die über einen, abhängig vom Legierungskonzept, längeren Zeitraum gehalten werden, anschließend wird das Bauteil langsam abgekühlt.
Das Rekristallisationsglühen [DIN EN ISO 4885] findet bei einer Temperatur unterhalb von AC1 statt. Es wird nach umformtechnischen Prozessen durchgeführt, um das Bauteil besser weiterverarbeiten zu können, oder bei dem Bauteil die benötigte Zähigkeit wiederherzustellen und führt zu einer völligen Kornneubildung.
Zu den Wärmebehandlungsverfahren ohne Gefügeveränderung werden das Spannungsarmglühen und das Entspannen, wie es bei Federn nach dem Windeprozess durchgeführt wird, gezählt.
Beim Spannungsarmglühen werden Eigenspannungen in Form von Versetzungen, die aus dem Umformprozess stammen, abgebaut und so die Zähigkeit und das Umformvermögen erhöht. Die Wärmebehandlungstemperatur hängt dabei vom Umformgrad des Werkstoffs ab und wird dementsprechend eingestellt. Der Temperaturbereich liegt im Bereich von 450 °C bis 550 °C und damit im Bereich von Anlasstemperaturen. Jedoch findet beim Spannungsarmglühen keine Gefügeveränderung statt, da der Werkstoff bereits eine ferritisch-perlitische Gitterstruktur hat, während beim Anlassen das Gefüge eine martensitischesStruktur besitzt.
Die Temperaturbereiche für das Entspannen hängen vom jeweiligen eingesetzten Werkstoff ab. Patentiert gezogene Stähle besitzen eine perlitisch-ferritische Struktur und Federn aus diesem Material werden im Bereich 180 °C bis 320 °C entspannt, wodurch sich keine Gefügeveränderung einstellt. Ebenfalls bleibt eine Gefügeveränderung bei ölschlussvergüteten Stählen aus, solange die Entspannungstemperatur mindestens 50K unter der Anlasstemperatur bei der Drahtherstellung liegt. Das Gefüge von austenitischen Stählen ist unabhängig vom Martensitanteil gegenüber dem Entspannen stabil.
Ein weiteres industriell verbreitetes Wärmebehandlungsverfahren von austenitischen Stählen ist das Lösungsglühen [DIN EN ISO 4885] im Bereich von 1100 °C abhängig von der Legierungszusammensetzung. Beim Lösungsglühen werden im Werkstoff Sekundärphasen, die sich bei der Warmumformung gebildet haben, aufgelöst. Gleichzeitig wird der Werkstoff wieder weich und somit für weitere Umformprozesse einsetzbar.
Was passiert beim Entspannen von Federn
Federstahldraht zeichnet sich durch eine besonders hohe Zugfestigkeit und eine entsprechend hohe elastische Grenze aus, wie in Abb. 2 dargestellt. Da Federstahldrähte in der Regel keine ausgeprägte Streckgrenze aufweisen, wird die Dehngrenze Rp0,2 zur Beschreibung der Fließgrenze herangezogen. Die Dehngrenze Rp0,2 erreicht bei Federstahldraht 90 % ... 95 % der Zugfestigkeit Rm. Diese für die Funktion als Feder sehr günstige Eigenschaft des Drahtes führt bei dessen Kaltumformung zur Federgestalt dazu, dass sehr große Eigenspannungen im Draht der Feder verbleiben (Abb. 3, Abb. 4). Diese Eigenspannungen verringern massiv das elastische Formänderungsvermögen der Feder und sollten je nach Anwendungsfall reduziert werden.
Eigenspannungen treten ohne das Vorhandensein von äußeren Kräften oder Momenten im Innern eines Werkstückes auf. Da sie sich im Gleichgewicht befinden, treten Zug- und Druckeigenspannungen immer gemeinsam auf. Die ungünstigen Zugeigenspannungen befinden sich bei gewundenen Federn an der Windungsinnenseite und damit an der Stelle der höchsten Lastspannungen im Betrieb. Bei statischem Einsatz der Federn verschlechtern diese Eigenspannungen das Relaxationsverhalten, bei zyklischem Einsatz zusätzlich die Schwingfestigkeit.
Durch die Kaltumformung des Drahtes zur Feder treten Eigenspannungen erster und zweiter Art auf, die z.B. röntgenografisch an der Oberfläche erfasst werden können (Abb. 4). Den Diagrammen (Abb. 4) ist zu entnehmen, dass nach der Kaltformgebung Eigenspannungen von beispielsweise mehr als 1000 MPa im ölschlussvergüteten Draht und von mehr als 600 MPa im Draht von Federn (jeweils mit d = 6 mm und w = 5) aus patentiert gezogenem Material auftreten können. Bei dem nachfolgenden Entspannen hat die Temperatur einen stärkeren Einfluss als die Haltezeit auf die Reduzierung der Eigenspannungen. Die Zeit, die benötigt wird, um den Draht einer Feder vollständig zu erwärmen, hängt von Faktoren wie dem Ofentyp, der Chargierung, der Befüllung und der Federgeometrie ab.
Durch eine Wärmebehandlung der Federn nach der Kaltformgebung, dem Entspannen, werden die Eigenspannungen je nach Temperatur und Dauer deutlich reduziert.
Diese Reduzierung der Eigenspannungen führt auch zu einer Veränderung des Federdurchmessers. Bei Federn aus ölschlussvergüteten oder patentiert gezogenen Drähten wird der Durchmesser kleiner. Otzen [Otz55] berechnete aus dieser Krümmungsänderung die Größe der durch das Winden in der Feder hervorgerufenen Biegeeigenspannung.
Durch das Entspannen der Federn werden nicht nur der Federdurchmesser und die Eigenspannungen verändert, sondern auch die Werkstoffkennwerte des Drahtmaterials, wie die Rp0,2-Grenze und die Zugfestigkeit Rm bzw. tau t*0,04 (vgl. Abb. 5) oder auch Formbarkeitskennwerte, wie die Brucheinschnürung und die Verwindezahl [DIN ISO 7800:2013-09]. Das kann über Zugversuche oder Torsionsversuche an Drähten ermittelt werden, die mit gleicher Temperatur und Dauer wärmebehandelt wurden wie Federn aus dem gleichen Werkstoff. Aus den Diagrammen in Abb. 5 wird ersichtlich, dass hohe Temperaturen beim Entspannen bei Drähten aus ölschlussvergüteten und patentiert gezogenen Drähten zu einer Verringerung der Festigkeitswerte, aber zu einer Steigerung der Verformungskennwerte führen.
In zahlreichen durchgeführten Forschungsprojekten wurde der positive Einfluss fachgerecht durchgeführter Entspannungsprozesse auf das Relaxationsverhalten und auf das Dauerschwingverhalten von Federn nachgewiesen [Gei15] [Sch18] [Pet21] [Rei10] [Rei13].
Das Entspannen von technischen Federn nach der Kaltformgebung ist ein häufig angewandter Prozess, aber er lässt sich nicht mit den Begriffen, die in der Norm DIN EN ISO 4885 für die Wärmebehandlung von Eisenwerkstoffen enthalten sind, benennen. Deswegen wird an dieser Stelle ein neuer Begriff, das Entspannen, eingeführt.
Literaturverzeichnis
[DIN EN ISO 4885] Eisenwerkstoffe-Wärmebehandlung-Begriffe, Beuth Verlag, Berlin, 2018
[Gei15] Geinitz, V.; Kletzin, U.; Beyer, P.: Wärmebehandlung kalt geformter Federn – Abschlussbericht zum Forschungsvorhaben IGF 17627 BR, TU Ilmenau, 2015
[Otz55] Otzen, U.: Über das Setzen von Schraubenfedern. Dissertation, TH Stuttgart, 1955
[Pet21] Petrich, M.; Kletzin, U.: Erneuerung der Dauerfestigkeitsschaubilder für kaltgeformte Schraubendruckfedern in DIN EN 13906-1 mit methodisch rechnerischer Herangehensweise – Abschlussbericht zum Forschungsvorhaben IGF 19693 BR.
Ilmenau, 2021
[Rei10] Reich, R.; Kletzin, U.: Lebensdauervorhersage für Schraubendruckfedern – Abschlussbericht zum Forschungsvorhaben IGF 15747 BR, 2010
[Rei13] Reich, R.; Kletzin, U.: Betriebsfeste Auslegung von Schraubendruckfedern unter Verwendung dynamischer Materialkennwerte aus Umlaufbiegeprüfungen – Abschlussbericht zum Forschungsvorhaben IGF 16999, 2013
[Sch18] Schleichert, J.; Kletzin, U.: Kriech- und Relaxationsverhalten von Federstahldrähten in Schraubenfedern – Abschlussbericht zum Forschungsvorhaben IGF 18992 BR. TU Ilmenau, 2018
[Wei07] Weiß, M.; Geinitz, V.: Ermittlung von funktions- und fertigungsrelevanten Federdrahtkennwerten – Abschlussbericht zum Forschungsvorhaben IGF 14306 BR, TU Ilmenau, 2007
Die Autoren des Beitrags sind Ulf Kletzin, Veronika Geinitz, Michael Hagedorn und Andres Weinrich.
Technische Universität Ilmenau
Fakultät für Maschinenbau
Fachgebiet Maschinenelemente
Max-Planck-Ring 12, 98693 Ilmenau
Ansprechpartnerin ist Veronika Geinitz
Tel.: +49 3677 69-1855
veronika.geinitz@tu-ilmenau.de
www.tu-ilmenau.de/maschinenelemente
Verband der Deutschen Federnindustrie e.V.
Goldene Pforte 1, 58093 Hagen
Ansprechpartner ist Andres Weinrich
Tel.: +49 2331 9588-57
weinrich@federnverband.de
www.federnverband.de


