12/05/2022 – Resilient laser cladding with high-power laser
Simultaneous processing of powder and wire
High-power diode lasers with outputs of ten or more kilowatts open new application scenarios for laser cladding. Particularly sustainable and resource-efficient coatings can be produced and applied, for example in automotive, machine construction and other industries. Together with industrial partners, the Fraunhofer Institute for Material and Beam Technology IWS has developed applications and specific processes for this laser class to industry readiness under the label “Hiclad”.
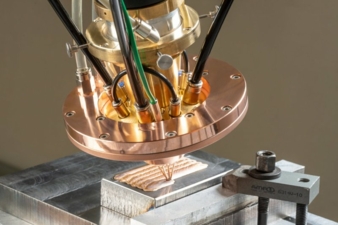
For the first time, simultaneous processing of powder and wire in various combinations becomes possible thanks to “Coax quattro”. © IWS

One core element of the “Hiclad” family is the innovative “Coax quattro” laser cladding head. A laser beam runs through the center of the nozzle, around which up to eight separately controllable channels feed wires and powders. © IWS
Fraunhofer IWS has been developing the “Hiclad” process family for laser cladding for several years to enable customized solutions for highly productive coating processes using high power diode lasers. To this end, the researchers are, among other things, fine-tuning the parameters of energy distribution, speed and feeding rate in such a way that wide process windows become possible and fluctuations in the production process become tolerable. “We are once again pushing the limits of applying high-power lasers,” emphasizes Maria Barbosa, who heads the Thermal Coating Department at Fraunhofer IWS.
High feed rate, optimal speed, and large spot
Hicald does not only enable sustainable functional coatings that ultimately improve the durability, wear resistance and lifetime of the components processed with it. The technology also brings resources such as material, time and costs into the best possible balance, she adds. “We look at the functionalization of component surfaces holistically and with the goal of still achieving resilient as well as industry-ready results with minimal material use and short cycle times.” The researchers say that a key component is measurement and control hardware, some of which has been developed in-house, that enables them to monitor and regulate the complex process and control its quality. “In this way, we are contributing significantly to greater resource efficiency in industry,” adds Maria Barbosa. Hicald comes into play, for example, for the laser-based hardfacing coating of brake discs, hydraulic cylinders and plain bearings. In the future large components for the oil, gas and paper industries and many other sectors may also be coated efficiently.
Application rate tripled with 20 kW laser
Laser cladding has since long been used for high-quality industrial coatings. However, this process only allowed a comparatively low deposition rate at high investment costs. Yet this is crucial for productivity, which is why companies have rarely used it for large components and bulk series. This has changed with the increased availability of industrial diode lasers with ten, in some cases up to 20 or more kilowatts of power, which permit much higher deposition rates. Nevertheless, the use of these high power lasers requires special process expertise. For many years, Fraunhofer IWS has been a pioneer in the use of high power lasers with steadily increasing power classes – especially for laser cladding. Based on this experience, the Dresden institute and the company Laserline have now achieved and surpassed deposition rates with 20-kW diode lasers which were previously only feasible using Plasma Transferred-Arc Processes (PTA). The partners have also made considerable progress compared to existing laser-based solutions: Depending on the specific material and the nozzle selected, Hiclad achieves deposition rates of 18 kg/h in industrial use. For an Inconel 625 nickel alloy, for example, productivity can be roughly tripled compared to a solution using a conventional 9kW laser. The exact values depend on the specific application scenario. Compared to competing solutions with high-power lasers, the Fraunhofer IWS process is considered more robust.
“Coax quattro” can process powder and wire simultaneously
In contrast to powder-based laser cladding, wire-based processes were previously limited to a maximum of 6kW. Coax quattro now enables laser power of up to 20kW to be used in the combination of wire and powder. This can play a decisive role in multi-material development, for example of novel alloys. Different materials can be fed as required through each of four wire and powder channels. In addition, the comparatively short processing times shrink expenditures for staff, shielding gases and other operating costs. In general, the system is designed for particularly efficient material utilization as well as very robust and flexible process control with high quality.
Next step leads into 45-kW class
“Together with Fraunhofer IWS, we have succeeded in opening up concrete applications for a new class of high-power lasers to industry,” explains cladding and additive manufacturing expert Dr. Sörn Ocylok from industrial laser manufacturer Laserline in Mülheim-Kärlich. “Currently, we are already testing the further scalability of the processes by using a higher diode laser power class with up to 45 kW output power in test runs – aiming at potential industrial application in the near future.”
Fraunhofer Institute for Material and Beam Technology IWS
Winterbergstrasse 28, 01277 Dresden
Contact person is Maria Barbosa
Tel.: +49 351 83391-3429
maria.barbosa@iws.fraunhofer.de
www.iws.fraunhofer.de
