04/05/2021 – Wire materials
Testing times
The performance of a product in its final application is absolutely critical and it all starts with the selection of the material. Andrew Du Plessis, Technical Executive at Alloy Wire International, explains why testing can give a vital window of confidence for engineers and spring makers keen to deliver the best end use application.
Andrew Du Plessis – digital micrometer size check. © Alloy Wire

200 tonnes of 60 exotic alloys. © Alloy Wire
Choosing the right material, from the outset, is absolutely critical to ensuring the end application performs in the manner required of the product. If only it was this simple.
Product designers and engineers have struggled for years in this arena and it has often cost them significant time and money, sometimes not truly discovered until you are 80% through the production process.
Building in enough research and exploration time is critical to making the right decision and, fittingly with the Covid-19 pandemic still putting an economic stranglehold on the world, the message is test, test and test.
‘High Performance’ Exotic alloys provide good mechanical strength at high temperatures (Nimonic 90, Inconel X-750 and Inconel 718 for example) or deliver excellent resistance to corrosion in liquids and gases (for instance Hastelloy C276, Monel 400 and Alloy MP35N). If you’re lucky, you may get a combination of both and what this gives you is confidence that your product will continue to perform despite being in a volatile and demanding environment.
Often functioning as a compression, tension or torsion spring in critical applications, such as aircraft engines, deep oil wells and nuclear energy, it is important that the start material is sourced from approved suppliers to ensure melt quality. This is the first, but important step in ensuring final testing of the wire conforms to the specific requirements of the customer, and in turn, results in a fully compliant product.
Positive Material Identification
The testing of customer material starts the moment raw material is delivered to Alloy Wire International (AWI). Despite arriving from AS 9100 aerospace and Rolls Royce approved mills, the company conducts PMI (Positive Material Identification) tests on each wire rod coil.
This PMI equipment works using X-rays to identify the chemistry of the coil and can also identify the alloy by name. Start material arrives from quality North American and European rod mills, but this test is another fail safe we like to put in place.
AWI’s numerous quality approvals is further assurance of the stringent disciplines it adopts in supplier record management and the subsequent control of manufacturing and testing records.
The firm’s technical team are increasingly getting involved in research and development discussions at the earliest stages of the manufacturing process, as end users realise the importance of selecting the right material and having it tested to the many parameters specified to them by their end customer.
Andrew Du Plessis, Technical Executive at Alloy Wire International, explains: “More and more, we are advising our customers on the technical specifications of our wire and this can play a telling role in the design process that delivers a final product that has the desired performance. We often find ourselves involved at the very start of a project, whether that is helping to develop wire for springs used in aerospace, deep well oil exploration, or seals to support nuclear power and oil generation. Regardless of the sector, we have to be in a position where we can provide the advice and variety of testing to support our customers and the end user. This starts with understanding what the application will be and what is expected of the wire.”
He continues: “Does it need to withstand high temperatures? Will it need to resist corrosion from a specific gas or liquid and are there any particular safety-critical measures it needs to adhere to? These are all questions we need to ask before suggesting material and mechanical properties for the wire to be made and tested to. Designers may have a material in mind that, on the surface, looks right, but in practice could be a disaster waiting to happen. For instance, Monel 400, K-500 and Inconel 625 are good choices for parts in sea water, whilst alloys - like Inconel X-750 or 718 and Waspaloy - will withstand the high temperatures seen in engines, furnaces and exhaust systems.”
Alloy Wire International has invested heavily in testing and will custom manufacture wire to achieve the mechanical properties and dimensional tolerances required to fulfil the customer’s product design - even after the client has formed and heat treated the final product. An example of this might be a compression spring designed to fit a limited space, while achieving specific loadings at a high temperature of say 1020°f.
This is done by examining a library of historical testing and subsequently modifying the wire drawing process. A sample piece of the wire is then heat treated (age-hardened) in the laboratory’s test furnace and then tensile tested to confirm the exact properties the finished parts will ultimately achieve.
The full spectrum of testing
Further wire testing that customers could consider asking AWI to conduct during manufacture or during final inspection include:
Tensile strength testing
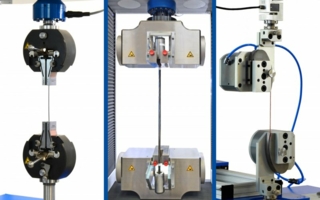
A sample of material is subjected to an incremental loading and the force required to break the material is measured giving an indication of how strong the material is. AWI’s modern tensile test machines use the latest software that can then calculate the tensile strength in a variety of scales (N/mm², Psi, KPi and MPa).
Tensile testing also helps determine other key mechanical properties that spring designers require, such as; elongation (A), Proof/Yield Stress (Rp0.2), Breaking Load and Modulus of Elasticity (Youngs Modulus).
Micro Hardness testing
The hardness test involves applying a given load to the wire surface resulting in an indentation. The size of the indentation is then measured using the calibrated optical microscope, with a larger indentation indicating a softer material.
The hardness can then be calculated in Vickers (Hv) and then converted into other scales, such as Brinell (HB) or Rockwell (HRc).
Grain size check
Following etching of the material surface, the wire is analysed under a microscope using the latest imaging software. This will show the internal grain structure of the material, which is measured either in the longitudinal or transverse orientation.
Macro examination
This will evaluate the macrostructural features of the wire, which may include grain flow, porosity and cracks. A sample of wire is cut and polished, then low magnification is used to examine for consistency and quality.
Wrap test
This is conducted to demonstrate soundness of the wire and to detect any cracks or hidden imperfections that could open up when the spring is formed.
Torsion test
Evaluation of the properties of the wire while under stress from angular displacement. A wire specimen is anchored at one end and rotated at the other, while under a fixed load.
Post heat treatment, or age hardening of wire samples
A sample of wire will be given the same heat treatment that the spring manufacturer might give their springs after forming. This will confirm to the customer what the mechanical properties of the spring will be after the final heat treatment.
NACE compliant testing
Combination of heat treatment and hardness/tensile strength testing to either ISO15156 or ISO 17945 (dependant on grade of material).
AWI has produced a technical brochure that includes standard test data values on each of the 60 Exotic alloys it makes in wire and bars, but these can be modified to meet the design criteria given by, for example, the spring maker.
Andrew concludes: “All of this technical support and testing is designed to give our customers an edge over their competitors or the opportunity to be more productive in their own manufacturing processes.”
Alloy Wire International (AWI)
Narrowboat Way, Hurst Business Park
Brierley Hill, West Midlands DY5 1UF
Great Britain
Tel.: +44 1384 262022