11.10.21 – Wendekammerstrahlanlage
Aluminiumgussteile auf kleinem Raum entsanden und entgraten
Die steigende Nachfrage nach E-Fahrzeugen führt zum Ausbau der Fertigungskapazitäten, wie Produktionslinien für Statorträger zeigen. Bei der Oberflächenbearbeitung dieser Teile nach dem Gießen lassen sich mit einer Wendekammerstrahlanlage von Rösler kurze Taktzeiten im verketteten Workflow realisieren.

Ein hoher Automatisierungsgrad und zwei Strahlkammern ermöglichen die Integration der kompakten Wendekammerstrahlanlage „RWK 6/12-2“ in verkettete Fertigungslinien mit kurzen Taktzeiten. © Rösler Oberflächentechnik
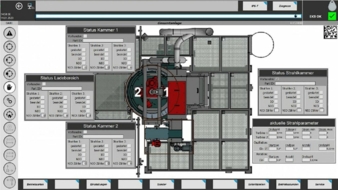
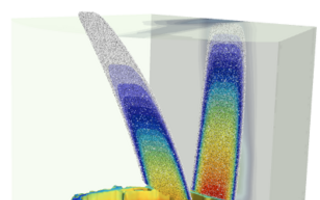
Moderne Steuerungstechnik und Ausleseeinheiten gestatten die Live-Visualisierung und -Modifikation der Strahlvorgänge und Strahlbilder. © Rösler Oberflächentechnik
Für das vollautomatisierte Entsanden und Entgraten unterschiedlicher Statorträger hat das BMW Group Werk Landshut eine Wendekammerstrahlanlage „RWK 6/12-2“ in verkettete und digitalisierte Fertigungslinien integriert. Die kompakte, als Zweikammersystem ausgeführte Anlage von Rösler ermöglicht die Bearbeitung der Aluminiumgussteile im 50-s-Takt. Unproduktive Nebenzeiten für das Be- und Entladen mit einem Roboter wurden dabei eliminiert.
Bearbeitung ohne Nebenzeiten
Rund 10 m² Fläche beansprucht die RWK 6/12-2 samt Teilezuführung, Roboter, Entleereinheit für Strahlmittel und einem kleinen Teilelager in der Statorträger-Fertigungslinie. Bearbeiten lassen sich bis zu 1200 mm hohe Teile mit einem Durchmesser von maximal 600 mm. Die Werkstücke werden von einer Entsandungsstation, in der anhaftender Sand größtenteils entfernt wird, über ein Förderband zugeführt.
Der vor der Anlage platzierte Roboter positioniert den Statorträger in einer Strahlkammer kameraüberwacht auf der teilespezifischen Werkstückaufnahme. Sie kann bei einem Teilewechsel innerhalb weniger Sekunden ausgetauscht werden. Um die Beschädigung eines Data-Matrixcodes zu verhindern, der beim Gießvorgang in die Statorträger eingearbeitet wurde, wird dieser beim Strahlprozess abgedeckt. Rösler hat dafür eine Lösung entwickelt, die nach dem Positionieren des Teils auf dem Werkstückträger automatisch über den Code fährt.
Nach dem Beladen dreht die Strahlkammer um 180 °, wodurch der gestrahlte Statorträger für den Roboter zugänglich wird. Er entnimmt das Werkstück und transportiert es mit einem Zwischenstopp auf der Strahlmittel-Entleereinheit zum Teilelager.
Ausstattung für kurze Taktzeiten
Als Strahlmittel kommt bei dieser Anwendung ein Zinkdrahtkorn zum Einsatz. Es wird durch zwei Turbinen „Gamma 300G“ mit einer Antriebsleistung von jeweils 15 kW auf die Statorträger aufgebracht. Die von Rösler entwickelten Hochleistungsturbinen sind mit Wurfschaufeln im Y-Design ausgestattet. Die spezielle Form mit berechnetem Krümmungswinkel ermöglicht im Vergleich zu herkömmlichen Turbinen bei geringerem Energieverbrauch eine hohe Abwurfgeschwindigkeit, aus der eine bis zu 20 % höhere Strahlleistung resultiert. Dies trägt in Kombination mit der Zweikammerausführung dazu bei, dass Taktzeiten von maximal 50 s eingehalten werden.
Aus der Tatsache, dass sich die Wurfschaufeln von beiden Seiten nutzen lassen, resultiert eine mindestens doppelte Standzeit. Der Wechsel kann mittels Schnellwechselsystem einfach und bei eingebauter Turbine erfolgen. Werkstoff und Strahlmittel machten eine explosionsgeschützte Ausstattung der Anlage erforderlich. Dazu zählt auch, dass die Strömungsführung der Entstaubungstechnik speziell ausgeführt wurde.
Digitalisierung erhöht Prozesssicherheit
In enger Zusammenarbeit mit dem Automatisierer Fill wurde eine Teildigitalisierung der Strahlanlage umgesetzt. Sie ermöglicht die komplexe Visualisierung der Strahlvorgänge und Strahlbilder beider Turbinen sowie eine Anpassung im laufenden Prozess. Zudem kann der Bediener am Panel live sehen, welche Turbine auf welchen Bauteilbereich strahlt. Bei Bedarf lassen sich Änderungen vornehmen oder die Position des Werkstücks in der Strahlkammer sowie die Strahlzeit verändern. Dies kann zum Beispiel erforderlich sein, wenn sich durch eine häufig genutzte Gussform mehr Sand in einem Bereich befindet als bei der teilespezifischen Programmerstellung definiert.
Automatisch erfasst wird auch die Betriebsstundenzahl. Ist eine definierte Anzahl erreicht, informiert die Anlage automatisch darüber, dass eine Kontrolle oder Wartung der Wurfschaufeln, Werkstückaufnahmen oder Abdeckung für den Data-Matrixcode ansteht. Ungeplante Anlagenstillstände lassen sich so minimieren und die Anlagenverfügbarkeit erhöhen.
Rösler Oberflächentechnik GmbH
Vorstadt 1
96190 Untermerzbach
Tel.: +49 9533 9240