14.01.19
Kriech- und Relaxationsverhalten von Federstahldrähten in Schraubenfedern
Ende 2018 wurde das Forschungsprojekt IGF18992BR an der TU Ilmenau mit dem Titel „Kriech- und Relaxationsverhalten von Federstahldrähten in Schraubenfedern“ abgeschlossen, in dem neue Erkenntnisse und Anwendungsmöglichkeiten in diesem Themenfeld erarbeitet wurden.

Abbildung 1: Kriechvorrichtung im Betrieb (Wärmekessel mit zu prüfenden Drähten geschlossen). © TU Ilmenau
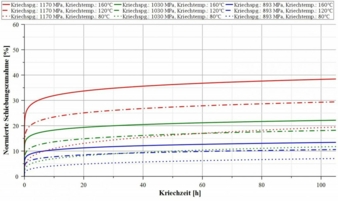
Abbildung 2: Kriechkurven eines VDSiCrV-Drahts (d = 3 mm), 350 °C/30 min wärmebehandelt und mit 1450 MPa vortordiert für verschiedene Kriechspannungen und -temperaturen. © TU Ilmenau
Bei der Auslegung von Schraubenfedern, die stetig wachsende Qualitätskriterien erfüllen müssen, stellt das Kriech- und Relaxationsverhalten einen bisher oftmals vernachlässigten, für die spätere Funktionserfüllung allerdings entscheidenden Faktor dar. Kriechvorgänge im Material treten bei Beanspruchungen auf, die noch vollständig im elastischen Bereich liegen, meist im Zusammenspiel mit erhöhten Umgebungstemperaturen. Die resultierenden plastischen Verformungen führen dazu, dass sich die Federkraft (Relaxation) beziehungsweise die ursprüngliche Einbaulänge (Kriechen) während des Betriebs ändert. Kriechprozesse, die für beide Phänomene die Ursache sind und durch thermisch aktivierte Platzwechselvorgänge ausgelöst werden, können sowohl bei statisch als auch bei dynamisch eingesetzten Federn auftreten.
Der Stand der Wissenschaft und Technik hinsichtlich Kriecheffekten an Federn und Federstahldrähten ist äußerst dürftig und wird den steigenden Anforderungen an das Maschinenelement „Feder” nicht mehr gerecht. So ist die einzige Quelle, um (statische) Relaxationsverluste von Schraubendruckfedern (SDF) abzuschätzen, in der entsprechenden Norm hinterlegte Schaubilder, die vor über 50 Jahren bei weitestgehend unbekannten Vorbehandlungs- und Versuchsbedingungen abgeprüft wurden. Nur spärlich vorhandene, neuere Untersuchungen sind aufgrund der nicht ausreichenden Variation der Versuchsparameter für eine zielgerichtete Optimierung ebenfalls ungeeignet.
Ziel des kürzlich abgeschlossenen Forschungsprojekts IGF 18992 BR war es daher, eine Grundlage für die gezielte Optimierung und Vorhersage von Relaxation und Kriechen von Schraubenfedern (vornehmlich SDF) zu schaffen. Hierzu galt es die einzelnen Einflussgrößen zu separieren und deren Auswirkungen auf das Kriech- und Relaxationsverhalten von Drähten und daraus gefertigten Federn zu untersuchen. Die betrachteten Drahtsorten umfassten Federstahl aus ölschlussvergütetem (SiCr und SiCrV), patentiert gezogenem (Bleibad- und Stelmor-patentiert) sowie korrosionsbeständigem Material 1.4310 im Drahtdurchmesserbereich von 2 mm bis 6 mm – mit Schwerpunkt bei d = 3 mm. Variierte Vorbehandlungsschritte waren unter anderem die Wärmebehandlung nach der Kaltformgebung sowie die Spannung, mit der die Federn vorgesetzt (respektive „vortordiert“ bei Drähten) wurden.
Zur mathematischen Beschreibung von Kriecheffekten – als Grundlage der Modellbildung und -anpassung – existieren verschiedene Ansätze. Im Rahmen der Versuchsauswertung hat sich das Norton-Bailey-Gesetz als sehr gut geeignet herausgestellt, um das Kriechverhalten von Federstählen bei Torsionsbeanspruchung, was den relevanten Beanspruchungsfall bei Schraubenfedern darstellt, abzubilden. Die entsprechenden Formulierungen des Norton-Bailey-Gesetzes (Kriechen und Relaxation am Draht sowie Relaxation von Federn) wurden im Laufe des Forschungsprojekts genutzt, um auf Basis der Versuchsergebnisse kriechtechnische Werkstoffkonstanten zu bestimmen und die Abhängigkeiten der einzelnen Einflussgrößen zu erfassen.
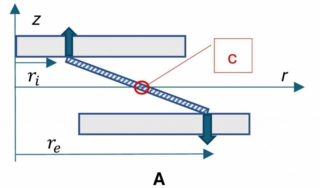
Den Schwerpunkt der experimentellen Untersuchungen stellten Kriechversuche am Ausgangsmaterial Draht dar, die mit einer speziell zu diesem Zweck konzipierten Kriechvorrichtung realisiert wurden (Abbildung 1). Hierbei wird die Verformungszunahme über der Kriechzeit annähernd kontinuierlich gemessen. Abbildung 2 zeigt beispielhaft Kriechkurven des SiCrV-Drahts (d = 3 mm, 350 °C/30 min wärmebehandelt) für verschiedene Kriechtemperaturen und -spannungen als Ergebnis eines nichtlinearen Kurvenfits der Modellgleichung an die Messwerte. Ergänzende Relaxationsversuche für mehrere zeitliche Stützpunkte an identisch vorbehandelten Drähten und daraus gefertigten Federn unterschiedlicher Wickelverhältnisse bildeten die Grundlage für eine Gegenüberstellung von Kriech- und Relaxationsparametern und damit für die Ermittlung von Übertragungsfaktoren.
Unter anderem konnten die folgenden Erkenntnisse hinsichtlich des Einflusses von Geometrie und Vorbehandlung auf das Kriech-/Relaxationsverhalten von Drähten und Federn gewonnen werden:
– Bei ölschlussvergütetem und korrosionsbeständigem Material zeigte sich nahezu kein Einfluss des Drahtdurchmessers; bei patentiert gezogenem Material konnte grob zwischen dicken (d > 5 mm) und dünnen (d ≤ 5 mm) Drähten unterschieden werden, wobei die dicken Drähte deutlich höhere Kriech-/Relaxationsverluste aufwiesen.
– Eine 30-minütige Wärmebehandlung (Temperatur je nach Material zwischen 200 °C und 420 °C) von Drähten und Federn reduziert die sich einstellenden Verluste erheblich. Beim nicht-rostenden Material verringern sich die Verluste mit steigender Wärmebehandlungstemperatur nochmals signifikant.
– Das Kalt-Vorsetzen (respektive Kalt-Vortordieren) führt beim ölschlussvergüteten und nicht-rostenden Material zu einem weiteren, merklichen Rückgang der Verluste; beim patentiert gezogenem Material hingegen kaum.
– Es konnte nicht nachgewiesen werden, dass die Relaxation von Schraubenfedern vom Wickelverhältnis abhängig ist.
Für die direkte Möglichkeit der praktischen Anwendung der Forschungsergebnisse wurden unter anderem Relaxationsschaubilder nach 48 h Relaxationszeit – entsprechend der Darstellung der Norm als Funktion der Relaxationsspannung – für SDF aller untersuchten Drahtsorten und ihrer jeweiligen Vorbehandlungen für unterschiedliche Relaxationstemperaturen sowie Unterteilung in verschiedene Drahtdurchmesserbereiche abgeleitet. Damit ist zudem die Möglichkeit gegeben, die Schaubilder der Norm hinsichtlich der Vorbehandlung der dort verwendeten Federn besser einordnen und Abweichungen im Vergleich zu heutigen Werkstoffen aufzeigen zu können (beispielhaft dargestellt in Abbildung 3 für den 1.4310-Draht mit einer 200 °C/30 min-Wärmebehandlung). Weiterhin wurden auch in der Norm nicht abgedeckte Relaxationsbedingungen untersucht, womit sich erstmals auch zu diesen Bereichen fundierte Aussagen zum Relaxationsverhalten von SDF treffen lassen. Zusätzlich enstanden erstmals Relaxationsschaubilder in neuen Darstellungsformen über der Relaxationszeit (bis zu 1500 h) und über der Relaxationstemperatur – jeweils für verschiedene Beträge der übrigen Einflussfaktoren.
Die den Schaubildern zugrunde liegenden Berechnungsvorschrift wurden schließlich in einem einfach zu bedienenden Excel-Berechnungstool gebündelt. Hier wird in Abhängigkeit der Eingabewerte (Drahtsorte und -durchmesser, Vorbehandlung, …) ein Schätzwert für den zu erwartenden Kriech- beziehungsweise Relaxationsverlust ausgegeben (Abbildung 4). Auf einem höheren Abstraktionslevel wurden die gewonnen Erkenntnisse hinsichtlich einer möglichst geringen Neigung zur Relaxation von SDF in einer bewusst einfach gehaltenen Empfehlungstabelle zusammengefasst, die einen Beitrag zur Optimierung des Kriech- und Relaxationsverhaltens bei der Fertigung und Nachbehandlung von Schraubenfedern leisten kann.
Das IGF-Vorhaben 18992 BR der Forschungsvereinigung Forschungsgesellschaft Stahlverformung e.V. wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Die Langfassung des Abschlussberichtes kann bei der FSV, Goldene Pforte 1, 58093 Hagen, angefordert werden.
Johannes Schleichert und Ulf Kletzin, TU Ilmenau: Der Beitrag der Autoren wurde redaktionell gekürzt. Die unbearbeitete Fassung finden Sie unter www.umformtechnik.net/whitepaper/
Technische Universität Ilmenau
Institut für Maschinen- und Gerätekonstruktion
Fachgebiet Maschinenelemente
Max-Planck-Ring 12
98693 Ilmenau
Ansprechpartner ist Johannes Schleichert
Tel.: +49 3677 69-1258
johannes.schleichert@tu-ilmenau.de
stz-federn@tu-ilmenau.dewww.tu-ilmenau.de/maschinenelemente