09.10.23 – ELC 6 von EMAG LaserTec
Den Schweißprozess an der gebauten Rotorwelle perfektionieren
Große Freiheit beim Design der Komponenten, dazu ein besonders niedriges Gewicht und sinkende Werkstoffkosten angesichts ihrer hohlen Bauform – unter diesen Vorzeichen sind gebaute Rotorwellen auf dem Vormarsch in der E-Mobilität.

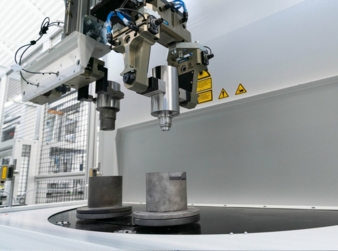
Beim Schweißprozess rotiert das vertikal angeordnete Werkstück. Die exakt dosierbare Energie des Laserstrahls erlaubt eine hohe Schweißgeschwindigkeit. © EMAG
Beladung der Laserreinigungsmaschine LC 4. Die Laserreinigung der Bauteile garantiert perfekte Voraussetzungen für das Schweißen. © EMAG
Der Verkauf von Elektroautos steigt an – und das weltweit mit enormem Tempo. So schätzt etwa die Internationale Energieagentur (IEA), dass in diesem Jahr 14 Millionen E-Fahrzeuge verkauft werden, was einem Absatzplus von 35 % im Vergleich zum Vorjahr entspricht. Der Anteil am gesamten Automarkt beträgt damit bereits fast ein Fünftel. In der Folge rückt die Herstellung zentraler Bauteile des E-Motors wie die Rotorwelle in den Fokus von Produktionsplanern. Gesucht werden innovative Lösungen „aus einer Hand“, mit denen sich das Bauteil in immer größeren Stückzahlen besonders effizient und prozesssicher bearbeiten lässt.
EMAG LaserTec setzt dabei aktuell mit der Laserschweiß-Maschine ELC 6 ein Zeichen im Markt: In der Maschine werden Füge-, Vorwärm- und Schweißprozess an einer gebauten Rotorwelle kompakt zusammengeführt, wobei ihr Rundtischsystem für optimale Taktzeiten sorgt.
Besonders hohe Belastungen
Große Freiheit beim Design der Komponenten, dazu ein besonders niedriges Gewicht und sinkende Werkstoffkosten angesichts ihrer hohlen Bauform – unter diesen Vorzeichen sind gebaute Rotorwellen auf dem Vormarsch in der E-Mobilität. Gleichzeitig muss dieses „Herzstück“ des Elektromotors besonders hohe Belastungen aushalten, denn Drehzahlen von bis zu 20.000/min sind hierbei mittlerweile möglich.
Im Vergleich beispielsweise zu einer Nockenwelle im Verbrenner ist dieser Wert um ein Vielfaches höher! So geht es bei der Produktion von gebauten Rotorwellen immer um die Fertigungstoleranz – selbst minimale Unwuchten sind unbedingt zu vermeiden, denn sie würden die Lebensdauer des Motors gefährden. Zudem muss der Prozess zu einem hochstabilen Bauteil führen.
Erfolgsgeschichte rund um das Laserschweißen
Wie lässt sich vor diesem Hintergrund eine effiziente Produktion etablieren, die wachsende Stückzahlen angesichts eines größer werdenden Marktes prozesssicher realisiert? Eine Antwort auf diese Frage führt direkt zur innovativen Technologie von EMAG LaserTec, denn das Unternehmen mit Sitz in Heubach bei Aalen kann bereits heute auf eine beeindruckende Erfolgsgeschichte rund um das Laserschweißen, das beim „Bauen“ der zweiteiligen Rotorwelle unverzichtbar ist, zurückblicken. Alle führenden Automobilisten haben die dazugehörigen Anlagen mit dem Kürzel „ELC“ (EMAG Laser Cell) in verschiedenen Anwendungsbereichen im Einsatz. Ganz entscheidend für den Erfolg ist dabei eine hohe Kompetenz als Systemanbieter: EMAG LaserTec kennt den gesamten Produktionsablauf der jeweiligen Bauteile und entwickelt auf dieser Basis die vollständige Prozesskette. Auf Kundenseite ist die Planung von neuen oder die Erweiterung von bestehenden Produktionsstätten deshalb massiv vereinfacht. Außerdem erfolgt das Ganze auf der Basis des modularen EMAG Maschinenbaus, zu dem eine Vielzahl von bewährten Komponenten gehören. Deshalb sind diese Anlagen und ihre Prozesse außergewöhnlich stabil und effizient in jedem Detail.
Alle Prozesse im schnellen Wechsel
Genau diese Qualität bringen die süddeutschen Laser-Spezialisten seit einiger Zeit in die Produktion von gebauten Rotorwellen ein. Die Maschine ELC 6 steht dabei im Mittelpunkt – eine hocheffiziente Lösung für die Zusammenführung der zwei Bauteil-Hälften, wobei Teilehandling, Vorwärmen und Fügen sowie Schweißen im schnellen Wechsel und perfekt getaktet per Rundtisch ablaufen. Die exakt dosierbare, konzentrierte Energie des Laserstrahls erlaubt eine hohe Schweißgeschwindigkeit bei minimalen Verzügen am geschweißten Bauteil.
Ein Blick auf die Details
...offenbart die Leistungsfähigkeit der Maschine, die speziell für Powertrain-Bauteile mit Rundnähten entwickelt wurde:
• Bevor die Einzelteile in die ELC 6 eingelegt werden, erfolgt die Laserreinigung der Werkstücke. Hierfür bietet EMAG LaserTec die Laserreinigungsmaschine LC 4 an, die sich optimal mit der ELC 6 verketten lässt und somit eine nahtlose Linienintegration gewährleistet.
• Im nächsten Schritt in der ELC 6 (Vorwärmen und Fügen) sorgt die Induktionstechnik zunächst für eine ideale Bearbeitungstemperatur am Bauteil, bevor die beiden Komponenten zusammengefügt werden.
• Vor dem Schweißen erfolgt eine Prüfung der Schweißnaht-Lage und eine Nachregelung der Bauteil-Position. Dabei wird die Kontur präzise gescannt und die Daten der Schweißoptik sowie den NC-Achsen mitgeteilt.
• Beim nachfolgenden Schweißprozess rotiert das vertikal angeordnete Werkstück, während die Laseroptik nur zum Werkstück radial hin bewegt wird. Der Schweißprozess mit seiner fokussierten Energie vollzieht sich also quasi von der Seite an der Rundnaht. Ein Pyrometer kontrolliert die Prozesstemperatur.
• Nach dem Schweißen wird das Teil per Schwenkbewegung des Rundtischs aus der Maschine heraustransportiert und per Roboter entladen.
Insgesamt weist diese Lösung ein enormes Produktionstempo auf – unter anderem auch deshalb, weil die Maschine mit ihrem Rundtisch während des Schweißens (und somit hauptzeitparallel) be- und entladen wird. Zudem erfolgen die einzelnen Teilprozesse perfekt getaktet. Dabei gewährleistet das Prinzip „feststehende Optik/bewegtes Werkstück“ eine hohe Betriebssicherheit. Darüber hinaus legt EMAG LaserTec diese Lösung mit Blick auf Technologie, Ausbringung und Automation sehr flexibel für die Kunden aus, wobei sich Werkstücke bis zu einer maximalen Höhe von 300 mm in der ELC 6 bearbeiten lassen.
Die ganze Lösung aus einer Hand
Grundsätzlich punktet EMAG in diesem Anwendungsfeld mit einem umfassenden Technologie-Portfolio, denn die Maschinenbauer haben beispielsweise auch für das nachfolgende Fügen von Rotorwelle und Rotor-Blechpaket sowie das hochpräzise Überdrehen dieses Pakets bereits diverse Lösungen entwickelt. Gleiches gilt für das Drehen, Verzahnen und Schleifen der beiden Rotorwellen-Einzelteile vor dem Verschweißen.
Bei der Automationstechnologie, die den Transport zwischen den Maschinen sicherstellt, passt sich EMAG den Vorstellungen der Kunden an. Es kommen zum Beispiel Linienportale, Stapelzellen, Stauförderbänder oder das EMAG eigene TrackMotion-System zum Einsatz – in jedem Fall profitiert das Gesamtsystem von der Einheitlichkeit der eingesetzten Maschinen mit ihren optimierten Schnittstellen. Am Ende stehen Komplettlösungen für den Kunden. EMAG ist der einzige erforderliche Ansprechpartner während der Planung, Umsetzung sowie im Servicefall. Technologische Kompetenz und Erfahrungswissen garantieren eine perfekte Prozesskette mit extremem Tempo und hoher Sicherheit.


