02/03/2021 – Producing spoke blanks
Rolling instead of swaging
The booming e-bike market has led to a growing demand for butted spokes, i.e. spokes that are thicker at one or both ends. AMBA’s new gauge reducing machines achieve throughputs of up to 40 pieces per minute in spoke blank production – many times higher than the rates achievable by conventional machines.

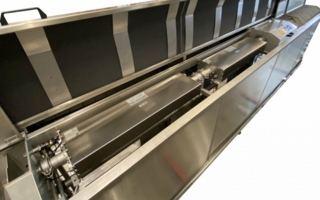
Thanks to the high-speed slides of the gauge reducing machine, throughputs of up to 40 spokes per minute can be achieved. © AMBA

Before running into the rolling unit, the wire is straightened in a roller straightener. © AMBA
The first two new-generation “DD 350-II” gauge reducing machines for spokes were supplied to customers in Asia. Producing there was at the AMBA-specified throughput rate of 40 blanks per minute.The machines achieve a roundness tolerance of two to three hundredths of a millimeter.
Compared to non-motorized bicycles, spokes for e-bikes are subjected to much greater stress as the bikes are heavier and faster and are ridden by more and more people in heavier weight categories. Especially when braking, the spoke ends connecting with the hub have to cope with increasingly higher loads and should therefore be made stronger. As the connection at the rim is not affected by the extra load, the rim ends of the spokes may still have the same diameter as commonly used in non-electric bikes. Consequently, there has been increasing demand for single-butted spokes, i.e. those with a thick end at the hub and the usual diameter of 2mm at the rim. For wheel manufacturers these spokes provide the benefit that – while the spoke-hub connection becomes strong enough to accommodate the increased torque, they can still use rims of standard design.
Double-butted spokes, i.e. spokes with two thick ends, are predominantly used in high-end bicycles. The advantage of these spokes is that they save weight and reduce wind resistance.
Both spoke types have in common that the respective blanks cannot be manufactured by drawing or upsetting. Even swaging is not a viable alternative when spokes are to be produced in great quantities, as throughputs of just two or three spokes per minute have proved feasible in practice.
The principle
AMBA uses an entirely different concept: it reduces the gauge by servo-controlled rolling. Like all AMBA products, also the new DD 350-II gauge reducing machine is designed as an All-in-One machine. All production steps from the paying-off of the wire down the finished blanks are performed on a single machine.
First the wire is straightened in the roller straightener arranged upstream of the rolling unit. Two servo-controlled ball screws actuate the clamping units on the slides which pull the wire through the various processing stages of the machine. In the rolling unit, actuation of the radial movement of the two roll pairs, arranged at 90° relative to one another, is via servo-controlled actuation shafts. While the first roller pair generates an oval cross-section, the second one achieves the round contour. As the wire runs through the rolling unit, the roll gap is adjusted to reduce the gauge of the blanks along their complete length down to the specified diameters.
Then the wire – now featuring sections of varying diameters – runs through the rotary straightener. Right after the straightener, it is cut to length. To produce double-butted spokes, the cut is made within the thicker section of the wire and, to produce single-butted spokes, the wire is cut in the transition from thin to thick gauge sections.
The control system
The machine is servo-controlled – a key feature that combines ultimate precision with highest user friendliness. All the operator has to do is enter the geometrical data of the spoke blank and the machine will automatically adjust all rolling parameters. This may seem simple, but here the devil is in the detail: changing one parameter – the roll gap, for example – has immediate effects on a great number of linked other parameter settings. Thanks to the digital controls, it is possible to adjust all parameters in a very short time to meet whatever the spoke manufacturer’s requirements are. The new-generation machines can be set up for a different product in less than ten minutes – a process that used to take several hours with older machines.
Setting up the machine for different diameters also takes significantly less time: instead of replacing each individual tool, the complete “tool module” is exchanged.
After the first machines have proven their performance in practical bicycle spoke production, AMBA is now working on a machine design that can process wires with a diameter of up to 5 mm - for the motorcycle industry as a further sales market.
The author Lars Henning is managing director of Aachener Maschinenbau GmbH (AMBA) in Alsdorf/Germany.
Aachener Maschinenbau GmbH
Werner-von-Siemens-Strasse 17-19
52477 Alsdorf/Germany
Contact person is Manfred Houben
Tel.: +49.2404.551289-0
houben@amba.de
About “AMBA”
Aachener Maschinenbau GmbH – generally referred to as “AMBA” – was founded in 1908, at a time when Aachen was worldwide famous for its high-quality needle production. The company has evolved into an internationally renowned builder of machines used to make cold-formed metal components. Today AMBA specializes in machines for the production of long parts with varying cross–sections such as bolts between 60mm and 2,500mm long, tubes and spokes. With its All-in-One design, AMBA is worldwide the only manufacturer of machines capable of producing such long and complex parts on one single machine. All process steps, from the input stock – wire or tube blanks – all the way down to the finished, packaged product, are handled by one machine, which is unique in the industry.At its headquarters in Alsdorf near Aachen, AMBA employs 80 people in its development and design departments, in the workshops and in after-sales service.