16.08.19
Drahtreinigung, Behandlung und Oberflächen
Um Draht zu reinigen, gibt es Systeme mit Bürsten oder Textilien und wässrige Methoden, unterstützt durch Ultraschall, Hochdruck oder Dampf. Welches Verfahren also nehmen? Geo interessiert bei der Auswahl als erstes das jeweilige Reinigungsziel und die Oberflächentextur.
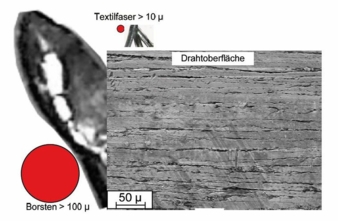
Bild 1: Wegen der Größe der Reinigungsmittel gegenüber der Struktur der Drahtoberfläche … © Geo
… wird die Verschmutzung in den tiefer gelegenen Defekten oft nicht erreicht. © Geo
Die Reinigung von Drähten in einem linearen Prozess bei Liniengeschwindigkeiten bis zu 1200 m/min, bei denen Verunreinigungen und metallische Partikel reduziert, teilweise entfernt oder vollständig von der Oberfläche entfernt werden müssen, ist ein komplexer Prozess. Für diese Aufgabe stehen verschiedene Verfahren zur Verfügung, darunter mechanische Systeme mit Bürsten oder Textilien und wässrige Methoden, die beispielsweise durch Ultraschall, Hochdruck und Dampf unterstützt werden.
Seit über zwei Jahrzehnten befasst sich Geo explizit mit der Reinigung von Endlosprofilen wie Drähte, Bänder, Litzen und Kabel. Das Unternehmen bietet heute eine Ultraschall-, Hochdruckstrahl-, Dampf- und mechanische Reinigungssysteme für Einzel- und Mehrdraht-Anwendungen an. Da die Wahl der geeigneten Reinigungsmethode durch viele Faktoren bestimmt wird, stellt Geo- Reinigungstechnik die Definition des Reinigungsziels und die Analyse der Oberflächentextur stets an den Anfang der Betrachtung.
Unbestritten ist, dass die Verformung einer Metalloberfläche die Metallstruktur erheblich verändert. Die Oberfläche ist im Vergleich zu einer glatten, fehlerfreien Oberfläche stark vergrößert durch Risse, Überlappungen und andere Oberflächendefekte, die mit einer Mischung aus Ziehmittelresten, Metallpartikeln und Oxiden gefüllt sein können. Die Reinigung soll diese Verunreinigung in der Regel reduzieren und im Idealfall von der Oberfläche und aus den Defekten entfernen. Um das gewünschte Ergebnis zu erzielen, müssen – basierend auf dem geforderten Sauberkeitsgrad und dem Oberflächenzustand des Drahts – die verschiedenen verwendeten Materialien, Reinigungsverfahren und -flüssigkeiten systematisch in ihrer physikalischen Wirkung betrachtet werden.
Risse, Überlappungen, Defekte ...
Bei der mechanischen Reinigung wird die Kontamination reduziert durch die Reibung von üblicherweise festen Materialien wie Bürsten, Textilien und Mikrofasern. Um Verunreinigungen von der „sichtbaren“ Drahtoberfläche zu entfernen, ist die Reinigung mit Bürsten oder textilen Materialien sehr effektiv. Da die Textur des Drahts jedoch alles andere als „ideal“ ist, stoßen die mechanischer Verfahren häufig an ihre Grenzen: Bedingt durch die Größe der Reinigungsmittel in Relation zur Struktur der Drahtoberfläche die Verschmutzung in den tiefer gelegenen Defekten nicht erreichen, siehe Bilder 1 und 2.
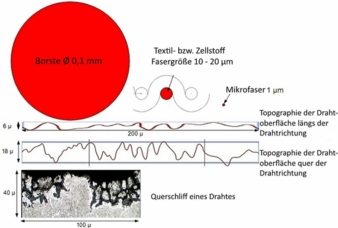
Die wässrige oder chemische Reinigung bedeutet in den meisten Fällen, die Materialoberfläche mit einer Reinigungsflüssigkeit zu benetzen. Dies erfolgt in der Regel im Spritz- oder Tauchverfahren. Die Effektivität der Reinigung wird gefördert durch die Temperatur des Reinigungsmediums und durch den Einsatz von chemischen Reinigungsmitteln, die die Oberflächenspannung der Reinigungsflüssigkeit reduzieren. Dies lässt sich durch die Erhöhung der Flüssigkeitsgeschwindigkeit über Hochdruckdüsen und-/oder Ultraschall nochmals erheblich steigern. Reinigungsprozesse mit Flüssigkeiten – unterstützt durch Ultraschall, Hochdruck oder Dampf – können die anspruchsvolle Aufgabe, Schmutz auch aus kleinsten Oberflächenfehlern zu entfernen, im Wesentlichen erfüllen. Siehe Bild 3.
Letztlich hängt die Wirksamkeit sowohl der mechanischen wie auch der wässrigen Reinigungsprozesse davon ab, wie gezielt die Reinigungskraft – Kraft oder Impuls – für einen bestimmten Zeitraum auf die Verschmutzung einwirkt. Grundansatz bei Geo ist, einzelne Prozessschritte nicht isoliert zu betrachten. Insoweit hat das Unternehmen sein Portfolio ergänzt durch Systeme zur Beschichtung und Prüfung von Schweißdrähten oder zur Fehldruckentfernung auf Kabeln. Die Verfahren können im Geo-Prüflabor getestet und aus den gewonnenen Erkenntnissen geeignete Lösungen ausgewählt und umgesetzt werden.
Geo-Reinigungstechnik GmbH
Schlesierring 35
48712 Gescher
Ansprechpartner ist Bert Breidenbend
Tel.: +49 2542 9555290
breidenbend@geo-reinigungstechnik.de
www.geo-reinigungstechnik.de