11.12.24 – LWF der Uni Paderborn
Verfahrensflexibles Halbhohlstanznieten und Clinchen durch einheitliche Fügewerkzeuge
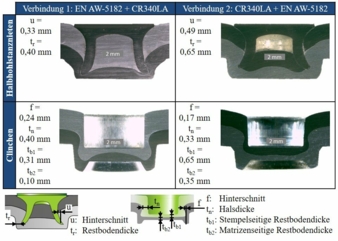
Halbhohlstanznieten und Clinchen sind etablierte Fügeverfahren im Karosseriebau. Obwohl die Fügewerkzeuge bei beiden Verfahren ähnlich sind, werden aktuell jeweils individuelle Werkzeuggeometrien in der Fertigung eingesetzt. In diesem Beitrag wird ein Ansatz zur Vereinheitlichung der Fügewerkzeuge beschrieben und die Machbarkeit demonstriert.
Eigenschaften der Fügewerkzeuge für das Fügen der Referenzverbindungen. © LWF/Uni Paderborn
Querschliffe und Verbindungskennwerte der Referenzverbindungen. © LWF/Uni Paderborn
Ausgangssituation und Ansatz für vereinheitlichte Fügewerkzeuge
Das Halbhohlstanznieten hat sich im Karosseriebau vor allem zum Fügen von Mischbauverbindungen etabliert [1]. Es zeichnet sich, im Vergleich zum Punktschweißen, durch eine hohe Tragfähigkeit der hergestellten Verbindungen aus [2]. Mittels Halbhohlstanznieten können sowohl Aluminiumwerkstoffe als auch pressharte Stähle gefügt werden [3]. Das Clinchen wird vorzugsweise zum Fügen von Anbauteilen, wie Motorhauben, genutzt. Die erreichbare Verbindungstragfähigkeit ist im Vergleich zum Halbhohlstanznieten verringert [2]. Es können Aluminiumwerkstoffe und Stähle mit niedrigerer Festigkeit gefügt werden [4]. In diesem Bereich ergibt sich eine Überschneidung des fügbaren Werkstoffspektrums mit dem Halbhohlstanznieten. Daher gab es bereits vor 20 Jahren Bestrebungen, die Fügewerkzeuge, bestehend aus Stempel, Niederhalter und Matrize, sowie die Anlagentechnik beider Verfahren zu vereinheitlichen [5]. Um eine gesteigerte Flexibilität der beiden Fügeverfahren zu ermöglichen, hatte das Forschungsvorhaben „Verfahrensflexible Halbhohlstanzniet-Clinch-Werkzeuge für das mechanische Fügen“ (IGF-Nr.: 01IF22047N) die Erarbeitung von verfahrensflexiblen Werkzeuggeometrien für das Fügen von 10 verschiedenen Werkstoffdickenkombinationen zum Ziel. Das Forschungsvorhaben wurde durch das Laboratorium für Werkstoff- und Fügetechnik (LWF) der Universität Paderborn und das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik (IWU) bearbeitet. Die Gestaltung der verfahrensflexiblen Werkzeugsätze erfolgte mithilfe von simulationsgestützten Sensitvitätsanalysen. Dazu wurden die Geometrieparameter der Fügewerkzeuge, beispielsweise der Durchmesser und die Tiefe der Matrizen, variiert. Durch eine Auswertung der Ergebnisse konnten Überschneidungen der möglichen Werkzeugparameter identifiziert werden. Eine ausführlichere Beschreibung der Untersuchungen ist unter [6] zu finden.
Experimenteller Nachweis der Machbarkeit
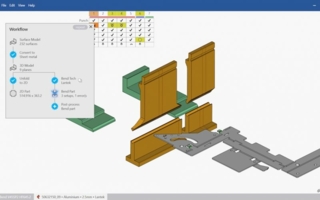
In diesem Artikel wird die Machbarkeit des Ansatzes anhand von zwei Werkstoffdickenkombinationen beschrieben. Für die Durchführung der Fügeversuche wird ein Fügesystem vom Typ TOX TZ-VSN (TOX Pressotechnik GmbH & Co. KG) verwendet. Das System ermöglicht das Fügen mittels Halbhohlstanznieten und Clinchen durch den Einsatz verschiedener Werkzeugaufnahmen. Für die beschriebene Untersuchung wurde eine Fügeaufgabe gewählt, die das Fügen des Stahlwerkstoffs CR340LA und der Aluminiumlegierung EN AW-5182 umfasst. Durch verschiedene Fügerichtungen ergeben sich zwei Werkstoffdickenkombinationen und somit unterschiedliche Anforderungen an die beiden Fügeverfahren. Für das Halbhohlstanznieten (HSN) werden Niete und Matrizen von Tucker (StanleyEngineered Fastening - Tucker GmbH) verwendet. Für das Clinchen werden Werkzeuge von TOX (TOX Pressotechnik GmbH & Co. KG) eingesetzt. Die ausgewählten Niete, Matrizen und Clinchwerkzeugen sind in Bild 1 zusammengefasst.
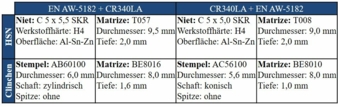
Der Stempel für das Halbhohlstanznieten hat einen Durchmesser von 7,5 mm. Die hergestellten Referenzverbindungen und die gemessenen Verbindungskennwerte im Querschliff sind in Bild 2 dargestellt.
Simulationsgestützt wurden geeignete Geometrien der Fügewerkzeuge für beide Verbindungen und Verfahren abgeleitet. Bei beiden Verbindungen und beiden Fügetechniken wird eine Clinchmatrize vom Typ BE8014 verwendet. Der Durchmesser des Stempels beträgt 6,0 mm. Die Ergebnisse der experimentellen Fügeversuche sind in Bild 3 dargestellt.
Es ist zu erkennen, dass der geringere Stempeldurchmesser eine kleine Vertiefung am Nietkopf hervorruft. Da die Fügekraft bei gleichem Niet unverändert bleibt, erhöht sich die Belastung im Nietkopf aufgrund der geringeren Kontaktfläche zwischen Stempel und Niet. Da der Durchmesser von Clinchstempeln immer kleiner ist als der Durchmesser von 7,5 mm des Nietstempels, muss bei der Verwendung von vereinheitlichten Fügewerkzeugen zum Halbhohlstanznieten eine optische Beeinträchtigung in Kauf genommen werden. Da der Nietkopf immer eine optische Beeinträchtigung der Blechoberfläche darstellt, kann dieser Effekt aber toleriert werden. Eine Auswirkung auf die mechanischen Eigenschaften des Niets und der Verbindung ist nicht zu erwarten, da die sehr geringe Verformung in einem für die Verbindungstragfähigkeit nicht relevanten Bereich stattfindet. Die Clinchwerkzeuge sind also auch für das Stanznieten geeignet. Die geclinchten Verbindungen erfüllt alle Qualitätskriterien. Somit kann festgestellt werden, dass beide Werkstoffdickenkombinationen durch Halbhohlstanznieten und Clinchen mit einheitlichen Fügewerkzeugen gefügt werden können.
Förderhinweis
Die gezeigten Ergebnisse stammen aus dem IGF-Forschungsprojekt 01IF22047N der Europäischen Forschungsgemeinschaft für Blechverarbeitung (EFB), das im Rahmen des Programms zur Förderung der industriellen Forschung (IGF) des Bundesministeriums für Wirtschaft und Klimaschutz (BMWK) aufgrund eines Beschlusses des Deutschen Bundestages gefördert wurde.
Literatur
[1] Li, D.; Chrysanthou, I.; Patel, G.; Williams, G.: Self-piercing riveting - A review. International Journal of Advanced Manufacturing Technology 92 (2017) S. 1777-1824.
[2] Mori, K.; Abe, Y.: A review on mechanical joining of aluminium and high strength steel sheets by plastic deformation. International Journal of Lightweight Materials and Manufacture 1 (2018) S. 1-11.
[3] Merkblatt DVS 3410, Halbhohlstanznieten - Überblick, DVS Media: Düsseldorf, 2019.
[4] Merkblatt DVS 3420: Clinchen-Überblick, DVS Media: Düsseldorf, 2021.
[5] Breckweg, A.; Wößner, J.: Vorrichtung zum Verbinden von plattenförmigen Bauteilen mit variabler Fügetechnik. Patent DE10332124B4, 2003.
[6] Uhe, B.; Schützelt, F.; Drossel, W.-G.; Meschut, G.: Flexible self-pierce riveting and clinching with a single joining system using the same unified joining tools. Materials Research Proceedings 41 (2024) S. 1696-1704.