27.02.26 – TU Chemnitz
Gesteigerte Energieeffizienz und Produktivität beim HFI-Schweißen
Der Einsatz von SMC-Impederkernen mit einem angepassten Impedersystem ermöglicht Energieeinsparungen und eine konstant hohe Schweißnahtqualität.
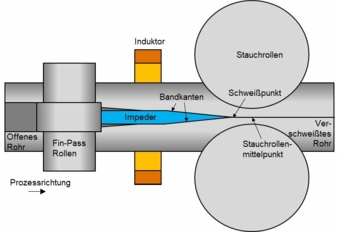
Prinzipdarstellung des HFI-Rohrschweißprozesses. © TU Chemnitz
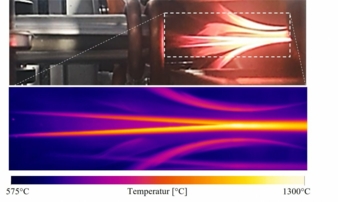
HFI-Schweißen an der TU Chemnitz sowie thermografische Aufnahme. © TU Chemnitz
Das induktive Hochfrequenz-Längsnahtrohrschweißen (HFI-Schweißen) ist ein etablierter Hochgeschwindigkeitsprozess und das Rückgrat vieler Rohrfertigungslinien. Gerade hier schlummert noch ein großes Effizienzpotenzial: Über das Impedersystem lassen sich Energiekosten senken, Prozessfenster verbreitern und Schweißqualität langfristig absichern. Weichmagnetische Polymerkomposite (Soft Magnetic Composites, SMC) eröffnen dafür neue Möglichkeiten – ohne grundlegende Umbauten der vorhandenen Anlagentechnik.
Im HFI-Prozess erzeugt ein Induktor ein elektromagnetisches Feld, das das durchlaufende Rohr umgibt und Wirbelströme induziert. Magnetfeldkonzentratoren (Impeder) im Rohrinneren bündeln den Stromfluss gezielt an den Bandkanten und am Schweißpunkt. Konventionell eingesetzte Ferrite stoßen hierbei jedoch insbesondere bei steigenden Schweißgeschwindigkeiten und anspruchsvollen Geometrien zunehmend an physikalische Grenzen (Abb. 1).
Im Rahmen eines vom Bundesministerium für Wirtschaft und Energie im Programm ZIM geförderten Kooperationsprojekts haben Polytron Kunststofftechnik GmbH & Co. KG, T.W.Tools, die Technische Universität Chemnitz und die Leibniz Universität Hannover SMC-Impederkerne systematisch untersucht. Ziel war es, das Effizienz- und Stabilitätspotenzial des HFI-Prozesses durch verbesserte Impederwerkstoffe und ein werkstoffseitig optimiertes Impedersystem konsequent auszuschöpfen.
Die Professur Umformtechnik der TU Chemnitz verfügt hierfür über eine Laboranlage zum induktiven Längsnahtschweißen von Rohren mit Durchmessern von 20 mm bis 120 mm und Schweißgeschwindigkeiten bis 40 m/min. Die quasi-kontinuierliche Anlage erlaubt Profilabschnitte bis 6 m und bildet industrielle Prozessbedingungen realitätsnah ab (Abb. 2).
Untersucht wurden Impederkernwerkstoffe wie Fluxtrol 50, Fluxtrol 75, Ferrotron 559H, Ferrotron 559HO und Fluxtrol A in einem Rückflussimpedersystem. Drei Versuchsreihen standen im Fokus: der direkte Vergleich SMC versus Ferrit, die werkstoffseitige Optimierung des Impedersystems sowie die Kombination beider Ansätze. Alle Versuche wurden mit einem einheitlichen Parametersatz durchgeführt, wobei die Geometrie des Impedersystems sowie der Impederkerne gleich blieb.
Parameter
Rohrwerkstoff: S 235
Prozessgeschwindigkeit: 20 m/min
Wanddicke: 2,0 mm
Stauchdruck: ≈ 9 kN
Rohrdurchmesser: 25 mm
Schweißfrequenz: ≈ 190 kHz
Die Qualität der Schweißverbindungen wurde über Mikrostrukturuntersuchungen und Härteverläufe quer zur Schweißnaht bewertet. Nur Proben ohne Risse und Poren sowie mit begrenztem Härteabfall in der Temperatureinflusszone wurden als vergleichbar akzeptiert. Anschließend wurde jeweils die niedrigste Generatorleistung bestimmt, mit der diese Gütekriterien sicher erreicht wurden (Abb. 3).
Das Ergebnis: SMC-Impederkerne ermöglichen deutliche Energieeinsparungen gegenüber Ferriten. Mit Fluxtrol 50 ließ sich die Generatorleistung um bis zu 12% reduzieren, mit Fluxtrol A um bis zu 25% – bei vergleichbaren Schweißergebnissen. Durch die zusätzliche werkstoffseitige Optimierung des Impedersystems konnte die Generatorleistung um weitere rund 12% gesenkt werden. Insgesamt ergab sich so ein Einsparpotenzial von etwa 27% gegenüber dem konventionellen Ferritimpeder.
Physikalische Grundlage dieser Effizienzsprünge ist die höhere Sättigungsflussdichte der SMC-Werkstoffe. Während Ferrite typischerweise bei etwa 0,5 T an ihre Grenzen stoßen, liegt die Sättigungsflussdichte von Fluxtrol 50 bei etwa 1,2 T. Gerade bei hohen Schweißgeschwindigkeiten, kleinen Rohrdurchmessern oder größeren Wanddicken treten im Impederkern Flussdichten über 0,5 T auf – hier übersättigen Ferrite, während SMC-Werkstoffe ihre weichmagnetische Wirkung und damit eine stabile Prozessführung deutlich länger aufrechterhalten. Für Anlagenbetreiber bedeutet dies: bessere Ausnutzung der installierten Leistung, robustere Prozessfenster und geringere Energiekosten pro Meter Rohr.
Ein Aspekt ist jedoch zu berücksichtigen: SMC-Werkstoffe zeigen eine stärkere Eigenerwärmung als Ferrite. Um dieses Verhalten praxisgerecht abzubilden, wurde an der TU Chemnitz eine weitere Versuchsanlage realisiert, die eine dauerhafte Impederbelastung durch elektromagnetische Felder simuliert und die Wärmeentwicklung über das Kühlwasser erfasst. Die Ergebnisse zeigen, dass diejenigen Werkstoffe, die die größte Leistungsreduzierung im Rohrschweißen ermöglichen, gleichzeitig die höchste Eigenerwärmung aufweisen. Ein konsequent ausgelegtes thermisches Management – insbesondere hinsichtlich Kühlung und Durchfluss – ist daher integraler Bestandteil eines SMC-basierten Impedersystems (Abb. 4).
Die Laboruntersuchungen bei 20 m/min lassen bereits ein beträchtliches Effizienzpotenzial erkennen. Noch deutlicher werden die Vorteile bei hohen Fertigungsgeschwindigkeiten, wie frühere Versuche der TU Chemnitz und von T.W.Tools an einer industriellen Schweißanlage zeigen. Beim Einsatz von Fluxtrol 50 in einem Durchflussimpedersystem bei 80 m/min und 14 mm Rohrdurchmesser konnte die erforderliche Schweißleistung um rund 40% reduziert werden. Gleichzeitig wurden Impederstandzeiten von etwa 20 Stunden erreicht, ohne dass der Impederkern nach Abschluss der Versuchsreihe erkennbare Verbrauchsspuren aufwies – ein deutlicher Hinweis auf zusätzliche Standzeitreserven.
Damit ist die Übertragbarkeit der Laborergebnisse auf reale Produktionsanlagen klar belegt. SMC-Impeder bieten Betreibern von HFI-Schweißanlagen die Chance, ihre bestehenden Linien mit vergleichsweise geringem Aufwand energetisch und prozesstechnisch aufzuwerten. Besonders interessant ist dies für Anwendungen mit hohen Geschwindigkeiten, anspruchsvollen Geometrien und steigenden Anforderungen an Energieeffizienz und CO2-Bilanz.
Im Ergebnis zeigt das Projekt: Der gezielte Einsatz von SMC-Impederkernen in Kombination mit einem angepassten Impedersystem ermöglicht signifikante Energieeinsparungen bei stabilen Prozessbedingungen und konstant hoher Schweißnahtqualität.
Info
Tube: Stand 7a/D017
https://www.tu-chemnitz.de/mb/UT/


