30/03/2022 – Wire rolling mill
High-precision temperature measurement
The increasing demands on material properties of rolled goods become ever more demanding in terms of the production process and production parameters. For this purpose, very narrow tolerances of the rolling temperature are specified by the quality management.
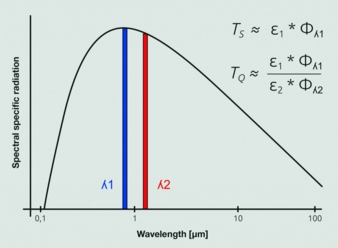
Fig. 1: Spectral pyrometers measure thermal radiation at one wavelength and two-colour pyrometers at two wavelengths. © Keller HCW

Fig. 2: Scale and oxide significantly change the radiation properties. © Keller HCW
In order to be able to achieve these high requirements, modern measuring methods and measuring systems adapted to the respective measuring points are absolutely necessary. Temperature-controlled rolling is the prerequisite for achieving the desired material properties and making use of the full potential in the wire rolling mill.
Optical temperature measurement in the wire rolling mill
Pyrometers have proved their worth for many years for measuring the temperature of the billets at the outlet of the furnace and of the wire in the rolling stand. They measure the infrared radiation of the objects and calculate the temperature according to the Planck’s law of radiation. The radiation is measured contactless from a safe distance and without destroying the workpiece. The temperature is recorded in a few milliseconds and serves as a monitoring and control variable for the heating and rolling process.
Pyrometric measuring methods
When selecting the devices you can choose between two measuring methods. Spectral pyrometers measure the infrared radiation at one wavelength. Two-colour pyrometers measure the radiation with two wavelengths and determine the temperature (Fig. 1) from the ratio between the two radiation intensities. Both measuring methods are used in rolling mills. The choice depends on the desired measuring accuracy, the desired flexibility of the device and the user-friendliness.
Environmental and material-related interferences during infrared measurement
Since the pyrometric temperature measurement is an optical measuring method, the reliability of the measurement on the surface and the intermediate media in the visual field can be strongly influenced by dust, steam and smoke.
With a spectral pyrometer, a contamination of the lens or a weakening of the infrared radiation in the visual field directly leads to a lower indication. When using a two-colour pyrometer the measured value is not affected in case of a signal weakening, as long as the radiation ratio remains constant. Even with a degree of weakening of 90% a two-colour pyrometer still delivers safe measured values.
Scaling and oxidation on the surface of the rolled material (Fig. 2) have a considerable influence on the measuring accuracy of optical temperature measurement in rolling processes. Consequently, the emissivity, i.e. the radiation ability of the rolled material, changes extremely. For example, with an actual object temperature of 1,200°C the measured value varies by 130°C with a change of emissivity between 40% with bright metal and 80% with scale. When using spectral pyrometers the measured temperature varies accordingly. In order to smooth out the measured value, the pyrometer or the controller therefore often simply calculates the average value. However, the value obtained in this way deviates from the actual block temperature. The range of variation depends on the degree of contamination of the surface. Alternatively, instead of the average value, the peak value memory in the pyrometer is used to determine the maximum value within a defined time period. However, a scaled surface has a higher emissivity compared to a scale-free surface. Depending on the absolute temperature values, a conventional pyrometer may give a higher reading than at the scale-free location even at a lower temperature of the scale. Therefore, the peak value does not automatically correspond to the block temperature on the clean surface.
CSD function to avoid the interference caused by the material
In order to minimise the interfering influence of the scale and oxide on the measurement, the so-called CSD function (Clean Surface Detection) was developed. Based on the two-colour measuring method and a very short measuring time, the software algorithm of the CSD function in the pyrometer is able to filter out especially the measured values of the scale and oxide free surface. The higher the quality of the optics and the higher the optical resolution, i.e. the smaller the measuring field of the pyrometer, the more likely the pyrometer is to detect small hot spots. While the rolled material passes the pyrometer, the true temperature at the clean spots is automatically measured and indicated by means of the CSD function.
Optical influences on the measurement
Another source of measurement error in pyrometry is the optical imaging properties of the instruments. The higher the quality of the lenses and the more optimised the optical design through a suitable aperture system, the less the measurement is affected by the so-called scattered light. This is radiation, which reaches the detector from the outside of the actual measuring field. The scattered light is like a blurred image and enlarges the measuring field. As the graph in Fig. 3 shows, a pyrometer with a simple optical system still receives scattered radiation from a diameter of 2.5 times (50mm) compared to the measuring field of ø 20mm of an optical high-quality pyrometer.
Since a pyrometer determines the average value of the infrared radiation over the entire measuring field, a device with a small measuring field diameter is more suitable for measuring the infrared radiation at small scale-free points. If billets with different diameters are heated on a system, this leads to unreal temperature variations in units with simple optics due to the change in the measuring distance.
In order to align the pyrometer correctly and set it to the correct focal distance, a sighting device in the form of a through-the-lens-sighting, a pilot light or a video camera is required (Fig. 4). To ensure that the visual measuring distance also corresponds to the measuring distance of the infrared measurement, high-quality lens systems with minimal chromatic aberration are built into the pyrometer.
Particularly when measuring small billets whose diameter is barely larger than the measuring field of the pyrometer, a spectral pyrometer must be aligned very precisely to the measurement object. A two-colour pyrometer is easier to handle, because it reacts less sensitive to the orientation due to the partial illumination effect. Maintaining the correct focus distance also has a less sensitive effect on the measured value with a two-colour pyrometer than with a spectral pyrometer.
Measuring point after the heating furnace (1)
The “Cella Temp PX 40” two-colour pyrometer is used to measure the temperature of the billets and blocks at the outlet of the heating furnace. It has a high optical resolution to reliably detect the correct temperature at the scale and oxide free points of the passing block from a distance of several metres in combination with the CSD function. For optical alignment, the device has a through-the-lens-sighting or a video camera. With the camera function, the measuring environment and measuring point can be checked at any time on the monitor in the control room. With the video signal, the measured temperature and the measuring point designation are directly indicated on the monitor in addition to the measuring field marking. For connection to the plant control system, the pyrometer has a conventional analogue output and a modern IO-Link interface standardised according to IEC 61131-9. This allows the pyrometer to be easily integrated into all common fieldbus systems such as Profibus, Profinet, EtherCat or EtherNet/IP.
Measuring point rolling stand and wire mesh (2) + (3)
Another challenge in optical temperature measurement in the mill stand is that the wire can oscillate or vary its position in the wire mesh (Fig. 6). If the hot object to be measured is no longer fully detected by the measuring field of a spectral pyrometer, this immediately leads to a temperature value that is too low.
The “Cella Temp PKL 63” two-colour pyrometer with panoramic optics is used to handle this demanding measuring task. The pyrometer has a rectangular measuring field (Fig. 7). This is generated optically without moving components and is therefore wear-free. The two-colour measuring method allows a measurement object to be smaller than the measurement field. Within the measuring field of the panoramic optics, the measuring object may move as required. This ensures reliable temperature measurement of moving objects such as swinging wires or when the position of the measuring object varies such as behind the wire mesh. The panorama pyrometer is much easier to align than devices with a round measuring field, especially on small measuring objects.
The integrated LED pilot light is illuminated continuously and offers a high degree of operational safety due to the permanent control option. The special feature of the patented pilot light is that it indicates both the correct measuring distance and the exact position and actual size of the rectangular measuring field.
The “Cella Temp PKL 63” also has a digital IO-Link interface in parallel to the analogue output. This allows all devices used in the system to be easily networked and evaluated in addition to the measured values, diagnostic data and maintenance instructions.
Mobile temperature measurement
The “Cella Port PT 143” portable pyrometer is used for mobile control measurements. Thanks to the panoramic optics, alignment is precise and very easy to perform. With the ATD function (automatic temperature detection), the detection is completely automated. The user only needs to target the hot object. The measurement starts and ends automatically. As soon as a correct measurement value has been recorded, an acoustic signal sounds for a short moment. For further measuring analyses, “Cella View” software is available to record and analyse the various measurement data.
Conclusion
In order to precisely measure the specified temperature during the production of wire rod and to avoid disturbing influences due to the harsh industrial conditions, material properties and position fluctuations of the wire rod, measuring systems and application solutions developed for the special requirements are to be used. In this way, today's high demands on the narrow rolling temperatures can be met.
The author is Albert Book, Keller HCW GmbH.
Keller HCW GmbH
Infrared Temperature Solutions (ITS)
Carl-Keller-Strasse 2-10
49479 Ibbenbüren, Germany
Contact person is Frank Hillebrandt
Tel.: +49 5451 85-0
its@keller.de
www.keller.de/its