17/11/2021 – Orbital welding
Efficient electrode selection and preparation
Quality pays off: For example, nobody would equip a Formula 1 racing car with inexpensive all-weather tyres. In order to achieve a competitive speed, the vehicle should lie optimally on the track and be perfectly matched to the respective track conditions. Even with TIG arc welding, the tool used for high-quality welds must be adapted to the respective application – and yet many welders use second-class tungsten electrodes that are not matched to the respective process.

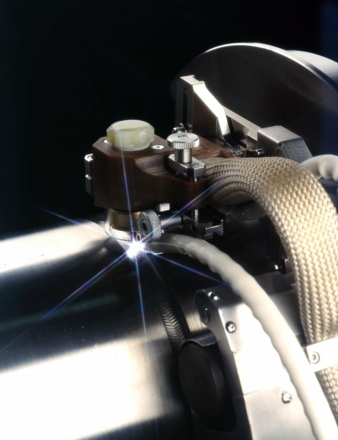
While tungsten electrodes are frequently used in welding, their structure, sharpening and alloy have a previously underestimated influence on consistently good product results in TIG welding. A reproducible weld seam is only possible if the electrode quality and geometry are outstanding. © Society for Wolfram Industrie mbH
Orbital welding is frequently used in the manufacturing trade, for applications ranging from installing cooling and heating pipes in dairies to welding fuel pipes in the aerospace sector. © Society for Wolfram Industrie mbH
This choice leads to a deterioration in the welding results due to low electrode quality. However, efficient orbital welding requires a tungsten electrode with an individually adapted tip geometry and surface roughness to match the correct shielding gas. For optimal weld seams, other factors must also be taken into account that influence the arc start properties, arc stability, total heat input and correspond to the characteristics of the weld seam.
The adaptation of all parameters to the respective TIG application enables a service life that is up to six times longer and thus resource savings of more than 350 percent compared to the use of non-specific no-name electrodes. However, this can only be achieved with the appropriate know-how, the correct selection and the use of high-quality tungsten. Three central elements can be optimised in this way: the welding process itself, the chemical properties of the tungsten alloy used and the grinding process for the electrode tip.
Increasing demands on the welding process
In today's industrial environment, many manufacturers and processors of metal tubes and pipes are faced with stricter requirements for weld seam properties than was the case in the past. The semiconductor industry, for example, needs narrower weld seams with fine surfaces on the inside of stainless steel pure gas pipes. These tubes transport high-purity gases that are toxic, flammable or corrosive, which is why the weld seams produced using the fusion welding process must be corrosion-resistant and cleanly processed in order to enable trouble-free flow. In addition, designers from all technical disciplines are increasingly pushing the limits of technical feasibility, for example by reducing pipe wall thicknesses to the necessary minimum. The clean processing of the weld seams is therefore becoming increasingly important with regard to the safety and service life of the products.
As the industry continues to evolve and adapt its processes, welders are also finding that their entire work environment is subject to high competitive pressure. Using FMEA (Failure Mode and Effects Analysis) and data analysis of the process variables, the previously underestimated hidden costs when using orbital systems were identified – for example, the production of scrap, reduction in system availability and frequent replacement of the electrodes. This drives the total cost of ownership up, although at the same time it would save as much money as possible. This includes avoiding premature wear of the tungsten electrode and irregularities in the machining process that can result from the use of different tungsten alloys when using electrodes from different manufacturers.
Proper chemistry through powder metallurgy
Another important element for the quality of an electrode is its chemical composition. To improve electrode performance, dopants in the form of cerium, lanthanum, zirconium, thorium, terbium and yttrium oxides are often incorporated into tungsten electrodes. Such oxides lower the electron work function – measured in electron volts (eV). For example, pure tungsten has rating of 4.5eV, whereas a 2 percent ceriated tungsten has an eV of 2.8. By lowering the eV value or increasing the ionisation potential, the oxides improve arc starting performance and arc stability. However, the influence of this variable on the welding result is often underestimated and most companies consider the tungsten electrode as a static component. In fact, as soon as the welding current flows, the electrode becomes a dynamic subsystem, the parameters of which influence the properties of the arc significantly. Specifically, the heat of the welding arc causes oxides to migrate from the relatively cooler core of the electrode to the hotter tip. There, the oxides separate (evaporate) from the base element and leave a film on the electrode tip. Small tolerances in the grain size, the purity of the elements and the composition ratio are essential to ensure a consistent oxide movement and evaporation rate, which in turn leads to a consistently high ignitability.
Because the melting points of the materials used for the electrodes can vary substantially – tungsten melts at 3,422 degrees Celsius, cerium oxide at 2,400 degrees Celsius – the electrode manufacturers rely on the powder metallurgy process. Specific, extremely fine tungsten grain sizes are mixed in order to achieve a homogeneous oxide distribution in the matrix. After this process, the tungsten and the oxide powder are pressed together by isostatic pressure, so that a uniform density and microstructure are created. As a result, the brittle and unconsolidated electrodes are sintered for several hours in a high-purity hydrogen environment and at controlled temperatures. After sintering, the electrodes can be forged to their final shape, which further optimises the grain structure. The complexity of the tungsten electrode manufacturing process offers many opportunities for error, which explains the performance and cost differences between brands. Therefore, extensive know-how about the electrode is required on the one hand, but also extensive knowledge of the area of application itself, on the other hand, in order to be able to optimally adapt the tool for the respective process.
Grinding for a smooth finish
Geometry also plays a critical role in tungsten electrode performance. It is significantly influenced by the grinding method used. For example, the surface is increased by abrasives with a coarse grain, which in turn ensures faster oxide evaporation. Furthermore, the roughness of the surface when processing with a coarse-grained abrasive varies from application to application. Hand-operated and bench tungsten grinders are best left for preparing electrodes for manual GTAW applications, not mechanised processes. In an orbital TIG arc welding system with a modern power source with inverter and good arc start behaviour, companies should use pre-ground tungsten electrodes that have been machined by robot-controlled CNC systems. These machines are able to produce the desired very fine surfaces.
In order to influence boundary layers, voltage drop, cathode spots, evaporation rate or the relative exposed functional surface, the surfaces can be Ra 0.01µm (0.4micro inches) low, with high edge sharpness of the contour or 3.2µm (125micro inches) with perfectly burr-free flanks. High-quality, pre-ground electrodes made of tungsten also offer a dimensional accuracy of ±0.05mm at the tip diameter and grinding angle tolerances of ±1 degree. On the other hand, if a manual grinding machine is used to flatten the end of a pointed electrode, this leaves a microscopic burr without exception. If this burr breaks off during welding, it can get into the weld seam. For pharmaceutical, medical, nuclear, aerospace-related and other critical applications, this often means that the workpiece has to be sorted out. To complicate matters, electrode point geometry affects the plasma cone’s shape, which has an effect on the weld bead profile.
Outlook on current research results
Much of the previous plasma research in the field of electrode geometry is carried out using the spot-on-plate technique (welding spot on plate), in which an arc strikes a plate at 200 amps for two seconds. This technique does not represent the fluid dynamics (molten weld puddle behaviour) that occur during orbital welding. It does not take into account the welding head that moves into the cold material from the weld seam, nor does it take into account the thermal conductivity and the preheating of the tube during the welding process. Newer research, conducted under actual orbital welding conditions, incorporated more than 500 electrode configurations. Polished cross-sections of the welds were examined with a scanning electron microscope. Based on these results, suppliers of electrode and orbital systems can now recommend suitable tungsten solutions for specific applications. Narrow welds with a weld seam of 2mm in outer diameter, for example, benefit from the increasing and constant arc pressure from the tungsten electrode, which is achieved by a mixture of mixed oxides, in which different oxide properties are combined.
These research results also help to solve previously hidden problems. For example, recurring deviations in the welding process at a company led to a significantly higher reject rate. To reduce this, extensive measures have been taken to find the cause. The investigation team re-calibrated the power source and welding head and inspected every point in the circuit. This did not improve the welding results though. However, the team never thought of the consumable component in the circuit: the electrode. The change to higher quality, pre-ground tungsten electrodes solved the problem.
Depending on the respective operating conditions, cumulative deviations caused by these factors can easily lead to a total heat input that deviates by as much as 5 percent under otherwise identical ambient conditions. While that might be acceptable now, it won’t likely be acceptable within the next decade when end users require component fabricators to provide more complete data records and analytics.
Conclusion: High quality tungsten electrodes optimise cost efficiency
With every orbital welding process, high-quality electrodes reduce the overall welding costs. Test runs under clean room conditions confirm that with optimised tungsten electrodes, more than 650 arc starts can be easily implemented without delays in arc development. Instead of changing the electrode at the start of every shift, welders can use an electrode for several days. For example, one company recorded an arc duration of 27 hours with a single electrode. Conversely, unspecific, second-class tungsten electrodes only deliver an average of about 110 arc starts and therefore have to be changed significantly more frequently. The associated labour cost alone wipes out any money saved on the purchase price. Taking into account scrap and welding defects, it is therefore desirable to carefully select an electrode. This is the only way to produce high-quality weld seams that are still cost-effective.
The authors are Xavier Jauregui, (Vice President of the technical area of Arc Machines Inc.) and Matthias Schaffitz (Managing Director of Wolfram Industrie GmbH).
The royal discipline of TIG welding: Optimisation of the welding results through the correct selection of high-quality tungsten electrodes. This article originally appeared in the December 2019 issue of The Tube & Pipe and is reprinted here with permission from FMA Communications Inc. Further information on FMA publications can be found at www.thefabricator.com.
Arc Machines Inc.
14320 Arminta St., Panorama City (CA), USA
Tel.: +1 818 896-9556
sales@arcmachines.com
www.arcmachines.com
Gesellschaft für Wolfram Industrie mbH
Permanederstrasse 34, 83278 Traunstein, Germany
Tel.: +49 861 98 79-0
info@wolfram-industrie.de
www.wolfram-industrie.de
Bayerische Metallwerke GmbH
Leitenweg 5, 85221 Dachau, Germany
Tel.: +49 8131 703-0
info@wolfram-industrie.de
www.wolfram-industrie.de
Wolfram Industrie GmbH
Klosterstrasse 36, 8406 Winterthur, Switzerland
info@wolfram-industrie.com
www.wolfram-industrie.com
Originally founded in 1911 as Wolfram Drahtfabrik GmbH for the production and processing of tungsten and molybdenum by the great-grandfather of today’s managing partner Marion Freifrau von Cetto in Berlin, the company was renamed to Gesellschaft für Wolfram Industrie mbH in 1928. The company’s headquarters were moved to Traunstein in 1943, where additional production buildings were constructed in the 1950s. After the death of the shareholder Helga Freifrau von Cetto, her daughter Marion Freifrau von Cetto took over management of the company as the owner in 1974. In 1991, the Gesellschaft für Wolfram Industrie mbH acquired the competitor Bayerische Metallwerke GmbH in Dachau that had been active in the market since 1926, thereby expanding its product range. Both companies produce exclusively in Germany. There are currently 57 employees at the Dachau location and 63 in Traunstein. In August 2018, the company opened another location in Winterthur, Switzerland, with Wolfram Industrie GmbH.