23/07/2019
Efficient and clean technology of induction heating
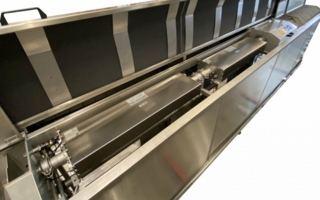
To further strengthen their position in the market place, Inductotherm Heating+Welding, have secured an order in India for their established and industry leading “Radyne Spring Wire Line”. Working with a global wire manufacturer and aiming for a production start date of late 2019.

© Inductotherm

© Inductotherm
This specific Radyne IT (Induction Tempered) line will be designed to process 7mm to 14mm spring wire at a production rate of 2t/Hr. The resulting, hardened and tempered wire will be predominantly used for cold coiling of automotive suspension springs.
These modern lines offer the efficient and clean technology of induction heating and safe and environmentally clean water quenching systems. The new induction harden and temper lines produce material to a more consistent specification than the traditional Oil Tempered (OT) process.
The benefits include:
- Very little decarburisation due to the extremely short heating times.
- Minimal grain growth during heating.
- The ability to heat treat the more exotic alloy steels that require higher hardening temperatures.
- In some cases produce material with higher tensile strength whilst maintaining ductility.
- High efficiency environmentally friendly heat treatment process.
Radyne Spring Wire Lines are manufactured to a very high mechanical standard, using a precision-built modular design for ease of installation, maintenance and operation within the rigours of a wire processing facility.
At the heart of the Radyne wire line is a PLC control system that utilises modern communication techniques to ensure ease of installation and reliable operation by minimising the number of interconnections that have to be made for the running of the line. The control system allows multiple parameter setups to be stored in the memory, which are then downloaded to the PLC when required. The PLC also operates a monitoring system that continually takes running data from the line and stores it for both immediate viewing and long term historical review.
These modern lines are designed to produce up to 3 tonnes of wire per hour and up to 17mm diameter wire. Materials that are processed include carbon steels, chrome silicon and chrome silicon vanadium, such as SAE9254, EN10270/2 (2001), 55CrSi and wire to A229 specification. More recently the lines have been developed to cater for alloys containing nickel additions.
One of the most important aspects of the Radyne line is its ability to run continuously, without slowing or stopping to change feed coil at payoff or remove a coil at take up. The operator welds the end of the first coil to the beginning of the second coil whilst the line is kept running.
The speed control and tension of the wire is achieved using pinch rolls. These pull the wire off the pay-off and through the straighteners. The wire is then pulled through the heat treatment part of the line by a third set of pinch rolls. At all times, the wire tension is precisely controlled to ensure that the diameter of the material is not taken out of specification by stretching.
Over half the Radyne Spring Wire Lines have been supplied with an optional inline drawing block allowing the customer to load the payoff with rod or wire. A maximum 30% ROA can be achieved with a single inline drawing block and drawing inline can reduce the risk of handling damage to the wire compared to offline drawing.
The heat treatment stage involves heating the wire from ambient to the desired hardening temperature, which is dependant on material (900 – 1050°C). The wire is then quenched using water at a controlled rate to obtain a fully martensitic structure, and without cracking the wire surface.
Further along the line, the material is then tempered back, resulting in a tempered martensitic structure. The ultimate material specification is achieved by heating to the correct tempering temperature (400 – 600°C). The wire is once again, cooled by a water quench before being sent to the take-ups.
As induction is a non contact form of heating, problems with traces of materials such as lead do not exist and there is less chance of surface damage on the wire. Also, there is no need for media as in a fluidised bed which must be replaced and the maintenance on an induction heating system is very low.
The other major benefit of induction is instant heat. Induction does not require any warm up time or cool down time. When production is not required, be it lunch break, weekend or holiday shutdown the induction furnace can be switched off and does not use any energy.
Because quenching is carried out using water instead of oil, problems such as fire hazards, the purchase of the oil and then the cost of its disposal no longer come into the cost of production and the working environment is also greatly improved.
After the final set of pinch rolls the wire passes through a product protection stage that applies a protective coating to the wire, a hydraulic shear; that cuts the weld out and a divert system to guide the wire to the correct take-up.
Inductotherm Heating+Welding Ltd.
Thermatool House, Crockford Lane
Basingstoke, Hampshire, RG24 8NA Great Britain
Tel.: +44 1256 337704