17/05/2022 – Artificial Intelligence (AI) based process assistant
AI based buffering process automation
High-speed optical cable manufacturing lines are traditionally controlled using process-automation systems. Maillefer present an Artificial Intelligence (AI) based process assistant, “Smart Buffering”, which operates on top of the process automation layer.

Maillefer present an Artificial Intelligence (AI) based process assistant, “Smart Buffering”, which operates on top of the process automation layer. © Maillefer
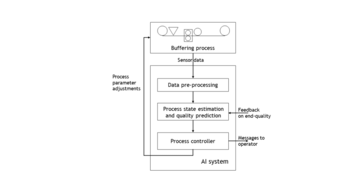
Fig. 1. Smart Buffering forms a control loop to the buffering process, information extracted from line sensor data allows intelligent process parameter adjustments. © Maillefer
The “Smart Buffering” system uses process models and quality prediction models to control the manufacturing process in real-time. The system optimizes the process parameters by targeting desired product end-quality.
Loose tube manufacturing
Efficiency of an optical cable manufacturing line can be mainly improved by increasing the line speed. In order to reach higher line speed, the manufacturing process itself must be highly robust and withstand abnormalities and changes in the manufacturing environment. In optical fiber cable manufacturing, more specifically the loose tube manufacturing process, this means that the excess fiber length and post-shrinkage must stay well under control during the whole production batch.
The problem with high line speeds in loose-tube process is that the higher the speed, the larger the speed difference of the fiber bundle and the plastic tube itself becomes, which in turn increases EFL (Excess Fiber Length) values of the product. In the current system the speed difference of the tube and the fiber bundle is countered by clinching the tube. Put it simply, clinching increases the tube’s speed without affecting the fiber bundle inside. However, if the fiber bundle and the tube are coupled for some reason, clinching will have no effect. With the traditional loose tube manufacturing lines being designed for speeds of around 300m/min, and the current high speed lines reaching speeds as high as 1000m/min, it is evident that requirements for manufacturing process control increase. There is no room for uncertainties and unknowns as the line speeds are tripled.
The speed difference of the tube and the bundle can be altered by increasing the tubes speed compared to the bundle speed. If the bundle and the tube are not coupled together, this can simply be done by forcing the tube forward in the cooling trough faster. This can be done with clinching caterpillar (CCA) which is located in the cooling trough between the cross head and mid-capstan (SWC).
The suitable clinching speed difference compared to the line speed depends on the line speed, tube structure and other process parameters. If the bundle is coupled with the tube, clinching will not have any effect, since it will force the whole loose tube structure to move faster rather than increasing the tube speed separately.
Sensor data is difficult for humans to analyze in detail, especially in real-time during the production. Interpreting the sensor data is difficult due to complex interactions in the manufacturing process. Also, the wear and tear of equipment causes drift in absolute sensor values. This causes the ideal process state window, defined by process sensor values, to change over time.
Their Artificial Intelligence (AI) based “Smart Buffering” system uses stream processing to process the raw sensor data into information, and then utilizes that information together with process state models and quality prediction models to control the clinching and the buffering process.
Smart Buffering
The “Smart Buffering” system is essentially a MIMO control loop operating on top of the automation layer. Internally its operation is based on three main elements: data pre-processing module, process state estimation and quality prediction system, and the process controller. Overview of the Smart Buffering system is presented in fig. 1.
The pre-processing module turns raw sensor data into more descriptive statistical sensor values, such as running average values and standard deviations. The process state estimation and quality prediction system operates on the pre-processed statistical sensor values. The quality prediction system uses neural network models to estimate the end product EFL.
The process state estimation system compares the line state before and after micro adjustments of process parameters. Process state is defined by the process model and current values of process parameters.
The process controller is the main control unit that makes decisions on actions to be taken, i.e., what process parameter to adjust and how much. It also triggers possible alarms and sends feedback messages to the line operator.
The process state estimation and quality prediction system are fine-tuned with external feedback on measured product end-quality. This allows the system to adapt to sensor value drift and to target desired end-product EFL.
Smart Buffering automates process control
After starting the line the Smart Buffering system optimizes the CCA gap and speed difference parameters to the current running process. And, after the first production run is finished, offline quality measurements are taken. If the quality is acceptable, then the Smart Buffering system can continue operating the line with the optimized parameters.
In case that the offline quality is not within acceptable range, then checks on line condition need to be taken and a new initialization run will be made.
In the following example production run Smart Buffering is used to seek optimal values for a new product. As the ideal process parameters are not known in advance, it takes for the Smart Buffering system about 14min to find an optimal CCA gap and speed difference value pair. This time equals to approximately 11 km of production at 800m/min.
Fig. 2 shows the measured average EFL at multiple points together with the CCA parameter adjustments made by the Smart Buffering system. Similarly, fig. 3 shows the measured attenuation deltas at different wavelengths and at different segments of the reel.
From fig. 2 and fig. 3 can be seen that the initial values for the CCA gap and speed difference were not optimal. Initially, the attenuation deltas and the average EFL are high, but as the Smart Buffering system searches for more optimal parameters it manages to improve the quality.
The solid lines with a ladder like form represent the process parameter adjustments made by the Smart Buffering system. Smart Buffering first checks the CCA gap by tightening it and by opening it, and then increases the speed difference until an optimal state is encountered.
Based on the offline quality measurements about first 11km are of inferior quality, while the rest 14km are of better quality.
Subsequent production runs can be started with the CCA parameters found by the Smart Buffering system. The online process optimization takes care that the values are adapted correctly on the fly, and the offline quality feedback system ensures that on the long run the optimal process window adapts to changes in line equipment, material differences and ambient features.
Automated process control is the future of production systems
The “Smart Buffering” system removes the “gut-feeling” of knowing good process parameter values. The automated process control system adjusts the process parameters until the process sensor value response is what is expected by the process models.
Automated feedback based process adjustment leads to more predictable operation of the line, which eventually leads to a more stable process and better end-quality for the product.
Maillefer see the automated process assistant as an evitable next step in helping the operation of secondary buffering lines, and a means to achieve even higher line speeds.
The author of the article is Jussi Hanhirova.
wire 2022, hall 10 booth C 22
Maillefer Extrusion Oy
Ensimmäinen savu, 01511 Vantaa, Finland
Tel.: +358 9 88 665 600
jussi.hanhirova@maillefer.net
www.maillefer.net


