21.02.20
Feinere Schnitte mit Mikrowasserstrahl
Um harte Werkstoffe präzise und mit filigranem Schnitt trennen zu können, hat Water Jet Sweden einen eigenen Prozess entwickelt. FAWJ arbeitet mit einem Abrasivwasserstrahl von nur 0,2 mm Durchmesser und könnte die Lücke zwischen Funkenerosion und Mikrolaser schließen.
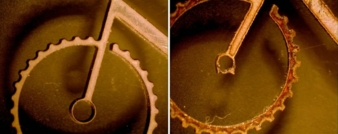
Mit Wasserstrahl bearbeitetes Mikrowerkstück (links) gegenüber der mit Laser geschnittenen Version. © Water Jet Sweden
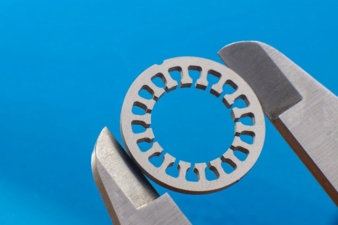
Im Fine Abrasive Waterjet-Verfahren bearbeitetes Mikrowerkstück. © Water Jet Sweden
Wasserstrahlschneiden ist ein gängiges Verfahren, um Teile aus Materialien mit hoher Dichte zu bearbeiten wie Aluminium, Edelstahl, Titan und Kohlenstoff-Verbundwerkstoffe. Das Fine Abrasive Waterjet-Verfahren „FAWJ“ überbrückt die Lücke zwischen Mikrolaser- und EDM-Schneiden und ermöglicht das Wasserstrahlschneiden im Bereich der Mikrokomponenten. Für die erforderliche Präzision sind zwei Dinge nötig:
- ein Schneidkopf und ein Schneidverfahren für das FAWJ-Schneiden sowie
- eine Maschine mit extremer Genauigkeit.
Hier empfiehlt sich die „NCM 10 Micro“ von Water Jet Schweden.
2008 hatte das Unternehmen den ersten Mikro-Wasserstrahl-Schneidkopf entwickelt. Es handelt sich dabei um ein Präzisionswerkzeug, das einen der genauesten Abrasivwasserstrahlen der Welt erzeugt. Der Schneidkopf ermöglicht Wasserstrahldurchmesser von lediglich 0,2 mm. Das FAWJ-Verfahren erfordert feine Schleifmittel von 230 bis 240 Mesh und eine spezielle CNC-gesteuerte Abrasivstoff-Dosierung.
Auf ±0,008 mm genauer Maschinentisch
Um die erforderliche Genauigkeit für die Mikrokomponenten-Herstellung zu erreichen, hat die NCM 10 einen stabilen Schneidtisch, der Temperaturschwankungen widersteht. Schneidtischrahmen aus Mineralguss Bearlit – ein Verbundwerkstoff mit außergewöhnlicher Steifigkeit, das Vibrationen und thermischen Einflüssen standhält. Der Rahmen ist als komplette Einheit in die Maschinenkonstruktion und das Bewegungssystem integriert.
Gummigefederte Edelstahl-Fänger vermeiden, dass Vibrationen und thermische Einflüsse den Schneidprozess beeinflussen. Sie sind dank Edelstahl wartungsfrei. Die Maschine arbeitet mit Invar-Maßstab in X und Yvon Renishaw und einem Absolute Linear Encoder, der sowohl in der X- als auch in der Y-Achse montiert ist. Beide haben einen extrem niedrigem Ausdehnungskoeffizienten und hohe Auflösung Der palettierte Schneidtisch erleichtert das Anbringen von Befestigungen und Pressen für verschiedene Bearbeitungsarten. Die maximale Tischgröße beträgt 1 m x1 m, was die meisten Schneidanwendungen abdeckt. Der Schneidtisch wird im Tischrahmen befestigt, um extrem präzises Schneiden zu ermöglichen.
„Es gibt viele Lieferanten, die Mikroschneidemaschinen anbieten. Aber es gibt nicht viele, die ein echtes Schneidwerkzeug für Mikrokomponenten mit 0,2-mm-Schnitten und einer Genauigkeit von ±0,008 mm anbieten können“, sagt Tony Rydh, Mitbegründer und technischer Geschäftsführer bei Water Jet Sweden. ?Dass FAWJ zügiger arbeitet als beispielsweise Drahterodieren, zeigt sich beim Schneiden einer 15 mm dicken Extruder-Werkzeugmatrix aus gehärtetem Werkzeugstahl.
NCM 10
11 mm/min Maximalgeschwindigkeit
4 mm/min Minimaltempo
0,02 mm Schnittgenauigkeit
Bearbeitungsdauer 1:30 h
Drahterodieren
Geschwindigkeit 1 bis 2 mm/min
Schnittgenauigkeit rund 0,001 mm
Bearbeitungsdauer 8 h
Water Jet Schweden hat mit Apple und Microsoft gemeinsam, dass die Fabrik anfangs noch eine Privatgarage war. Heute versorgen das Unternehmen Kunden in mehr als 40 Ländern. Der Standort Ronneby in Südschweden ist ein Zentrum für Forschung und Entwicklung von globaler Bedeutung geworden, wo wissenschaftliche Einrichtungen, die Wasserstrahlindustrie und die Geschäftswelt ihre Anstrengungen bündeln.
Water Jet Sweden AB
Teknikvägen 4
372 38 Ronneby/Schweden
Ansprechpartner ist Dirk Ruppel
Tel.: +49 1525 4549709


