28.08.19
Durch Folgebiegungen bis zu 30 % schneller geworden
Die Schwenkbiegemaschine „XLT Bend“ fertigt bei Clean-Tek Paneele für Reinräume und Krankenhäuser. Maßgeschneiderte Lösungen sind hier Standard. Das erfordert Flexibilität. Schnelles Programmieren, Rüsten und Handling der Biegeteile sind Grundanforderungen.

© RAS
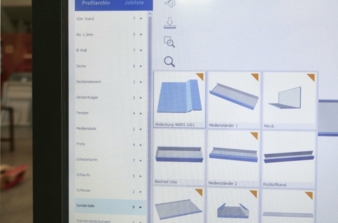
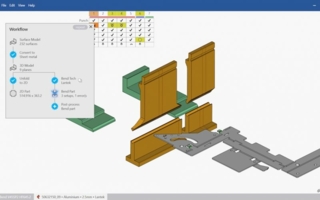
Die wichtigsten Teile hat Clean-Tek als Programm hinterlegt. Angepasst werden allein noch die Längen und Breiten. Die Programmierung von Sonderteilen erledigt die „Bendex“-Software per Mausklick. © RAS
Reinräume werden gebraucht in sensiblen Bereichen wie Medizin- und Biotechnologie oder Arzneimittelherstellung. Genauso findet man sie in der Halbleiterfertigung, wo Partikel im µm-Bereich die Herstellung integrierter Schaltkreise stören würden. Jahrzehntelange Erfahrung und Fertigungsqualität zeichnet die Produktion der Reinraumkomponenten bei Clean-Tek aus. Jeder Reinraum ist ein Unikat. Trotz Modulbauweise gibt es hohe Anforderungen an die Passgenauigkeit jedes Einzelteils. Präzision beim Biegen ist dabei Voraussetzung.
Stahlblech, Edelstahl, verzinkte Stahl- und farbbeschichtete Bleche kommen je nach Auslegung und optischen Wünschen der Kundschaft in buntem Mix vor. Das Material für die Sandwichpaneele der Wand- und Deckenelemente ist meist 1 mm dick. Für die bis zu 4000 mm langen und 1200 mm breiten Teile eignet sich die Schwenkbiegetechnik bestens. Das flächige Werkstück bleibt stets auf den mit Kugelrollen bestückten Tisch liegen. Die knickempfindlichen Bleche können von einer Person auf dem Anschlagsystem der Maschine aufgelegt, bewegt, gedreht und entnommen werden. Das beschleunigt die Arbeitsfolge.
Die Lose sind klein. Dies liege an den vielen unterschiedlichen Blechabmessungen, sagt Konstruktionsleiter Michael Roy: „Wir haben die wichtigsten Geometrien in der Steuerung der Maschine hinterlegt und verändern meist nur die Länge und Breite der Bauteile. Die Software passt sofort den gesamten Bewegungsablauf auf die neuen Abmessungen an.“ Programmiert im eigentlichen Sinne würden nur Sonderteile. Dies erledige die Bendex-Software per Mausklick.
Auch beim Rüsten der Maschine tut Tempo Not. Für alle Biegeteile setzt Clean-Tek eine einzige Werkzeugkonfiguration ein. Einfaches Versetzen der Segmente macht die Maschine in unter einer Minute einsatzklar für das nächste Bauteil. Die Software berechnet die Rüstfolge automatisch, und sie zeigt dem Bediener Schritt für Schritt, welche Werkzeuge an welcher Position eingesetzt werden. Das gilt auch für Situationen, in denen längs der Arbeitslänge der Maschine mehrere Werkzeugstationen benötigt werden. Frank Bergbauer, Geschäftsführer bei Clean-Tek, hebt einen weiteren Punkt hervor: Im Stuttgarter Umfeld werde es immer schwieriger, motiviertes Personal zu finden. Die XLT Bend sei so einfach zu bedienen, dass auch angelernte Mitarbeiter nach kurzer Einweisung präzise Biegeteile herstellen könnten. Bei Clean-Tek wird die Maschine fast ausschließlich von der Anschlagseite bedient. Dennoch gibt es die Möglichkeit, besonders kleine und schmale Teile auch von der Biegewangenseite aus zu bearbeiten.
Besonderes Highlight ist der Virtuelle Navigator „ViN“. Er besteht aus einem Arm, der auf der Oberwange montiert ist, und der sich längs der Arbeitslänge der Maschine bewegen kann. Ein Laserstrahl zeigt dem Bediener im jedem Schritt die Einlegeposition des Biegeteils. Die Software berechnet diese Position automatisch und berücksichtigt dabei die Lage der Anschlageinheiten und den Werkzeugaufbau. Der Bediener schlägt die Platine somit einerseits an den Anschlagfingern an und erhält die seitliche Ausrichtung präzise über den Laserstrahl angezeigt. Damit passt die seitliche Ausrichtung exakt zu den vorne aufgebauten Werkzeugstationen. Zur Präzision trägt auch die Arbeitsweise aus der Maschinenmitte bei. Eine Verlängerung vergrößert die Standard-Anschlagtiefe von 1550 mm auf über 4000 mm. Die mittige Arbeitsweise erzeugt einen gleichmäßigen Kraftverlauf in der Biegung, führt zu extrem geraden Biegungen und reduziert die Belastungen auf die Maschine. Ein zusätzlicher Winkelanschlag nahe der Maschinenmitte vereinfacht das Anschlagen und Ausrichten von langen und schlanken Biegeteilen.
Nachdem die Platine ausgerichtet ist, blinkt das nächste Highlight: Sauger vor jeder Anschlageinheit halten die Biegeteile an den Anschlagfingern. Beim deren Verfahren Richtung Biegelinie ist garantiert, dass sich das Blech nicht vom Anschlag fortbewegt. Ist eine Biegesequenz abgeschlossen, ziehen die Sauger das Blech wieder zurück zum Bediener. Das Biegeteil kann einfach entnommen werden. Durch die Sauger kann die Maschine Folgebiegungen hintereinander und ohne Bedienereingriff ausführen – sowohl bei Biegungen nach oben als auch nach unten.
Anfangs habe die Maschine das Biegeteil noch nicht zurückbringen können, sagt Maschinenbediener Michael Reinwarth: „Ich musste mich immer weit über die Tische beugen. Beim nächsten Release war diese Funktion enthalten, und durch die laufenden Software-Updates wird die Maschine immer besser nutzbar.“ Mit der XLT Bend hätten sich seine Mitarbeiter von der ersten Stunde an wohl gefühlt, sagt Geschäftsführer Frank Bergbauer: „Durch die möglichen Folgebiegungen sind wir 20 bis 30 Prozent schneller geworden.“
RAS auf der Blechexpo 2019, Halle 1 Stand 1604
Clean-Tek Reinraumtechnik GmbH+Co. KG
Steinbeisstraße 4
71272 Renningen
Ansprechpartner ist Frank Bergbauer
Tel.: +49 7159 9312-0
RAS Reinhardt Maschinenbau GmbH
Richard-Wagner-Straße 4-10
71065 Sindelfingen
Ansprechpartner ist Willy Stahl
Tel.: +49 7031 863-0