05.12.13
Verbessertes Tribometer
An der Fakultät für Technik und Umweltwissenschaften der Fachhochschule Wels wird ein Spiraltribometer mit Reibstiftheizung entwickelt, dass speziell zur Ermittlung des Einflusses der Temperatur auf den Reibkoeffizienten eingesetzt werden kann.
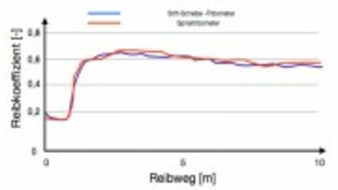
Reibkoeffizientenvergleich Stift-Scheibe-Tribometer (POD) mit Spiraltribometer - Reibgeschwindigkeit 25 mm/s Kreisbahn Radius 20 mm. © FH Wels
Tribometer werden für Reib- und Verschleißuntersuchungen sowie zur Ermittlung des Reibkoeffizienten bei verschiedensten Werkstoffpaarungen eingesetzt. In der Umformtechnik, speziell beim Tiefziehen, kommen Tribometer zur Simulation tribologischer Verhältnisse im Bereich der Ziehkanten eines Tiefziehwerkzeuges zur Anwendung. Um dabei möglichst reale Bedingungen nachzubilden, ist ein handelsüblicher Pin-On-Disc Tribometer (POD) nur bedingt geeignet, da mit diesen Ausführungen nur eine Kreisbahn abgefahren werden kann. Beim Tiefziehen wird jedoch stets neues unbeanspruchtes Blech an die hochbeanspruchten Stellen des Tiefziehwerkzeuges (Reibstiftes) geführt. Da die Untersuchung der tribologischen Verhältnisse im Bereich der Ziehkanten mit einem Standardtribometer eingeschränkt ist, wurde an der Fachhochschule Wels ein Spiraltribometer mit einer Reibstiftheizung entwickelt.
Spiraltribometer
Mit dem Spiraltribometer besteht die Möglichkeit sowohl eine Kreis- als auch eine Spiralbahn (mit einem Reibweg von 20 Meter) abzufahren. Mit Hilfe einer Linearachse kann der Reibstift verfahren werden. Dadurch wird der Abstand des Reibstiftes zur Drehachse und somit der Spiraldurchmesser entsprechend verändert. Wird das zu untersuchende Blech auf dem Drehteller positioniert und anschließend in Drehung versetzt, reibt der Reibstift am Prüfblech entlang einer Kreis- respektive einer Spiralbahn. Die gewünschte Reibgeschwindigkeit des Reibstiftes ist stufenlos zwischen 1 mm/s und 150 mm/s wählbar. Das Spiraltribometer ist zusätzlich mit einer Reibstiftheizung ausgestattet, sodass ähnliche Bedingungen, in Hinblick auf das Tiefziehen und die auftretenden Temperaturen, eingestellt werden können. Das Spiraltribometer bietet daher auch die Möglichkeit, den gezielten Einfluss der Temperatur auf den Reibkoeffizienten zu untersuchen.
Referenzmessungen
Um die Messdaten des neu entwickelten Tribometers auf ihre Plausibilität zu untersuchen, wurden Referenzmessungen unter gleichen Bedingungen am Spiral- sowie am Pin-On-Disc-Tribometer (POD) durchgeführt. Es konnte aufgezeigt werden, dass die ersten Untersuchungen mit den Spiraltribometer einen ähnlichen Verlauf aufweisen wie die des POD (Abbildung 1).
Dabei wurde eine Kreisbahn bei beiden Tribometern mit 20 mm Radius und einer Reiblänge von 10 m abgefahren. Die Reibgeschwindigkeit betrug 25 mm/s. Die Reibstifte sind aus dem Grauguss GJL200 gefertigt und weisen einen Durchmesser von 5 mm und eine Länge von 15 mm auf. Die Reibspitze ist als Halbkugel ausgeführt. Bei den Blechproben handelt es sich um ausgestanzte, verzinkte Stahlbleche aus dem Werkstoff DX54 D Z110 mit einem Durchmesser von 80mm und einer Blechdicke von 0,7mm. Die Stahlbleche wurden mit Isopropanol gereinigt und kamen ungeschmiert zum Einsatz.
Bei etwa 1 m Reiblänge macht sich ein Anstieg des Reibkoeffizienten bemerkbar. Dies ist aufgrund von adhäsiven Verschleißes des Reibstiftes zu erklären. Adhäsiver Verschleiß am Reibstift und das Nichtvorhanden sein des Schmierstoffes führen zu Beschädigung der Zinkoberfläche an der Blechronde und in weiterer Folge zu einem erhöhten Reib-koeffizientenanstieg. Diese Untersuchungen bestätigen, dass der an der Fachhochschule Wels entwickelte Spiraltribometer reproduzierbare Ergebnisse liefert, sodass von einem „korrekten Messsystem“ ausgegangen werden kann.
Einfluss der Temperatur
Bei diesen Untersuchungen wird der Einfluss der Temperatur auf den Reibkoeffizienten untersucht. Die Untersuchungen erfolgten im Spiralbahn-Modus, mit einer definierten Reiblänge von 20 m. Das Erwärmen der Reibstifte erfolgt über eine Heizpatrone mit eingebautem Thermoelement. Es wurde festgestellt, dass die Temperaturänderung am Reibstift zu einer Veränderung des Reibkoeffizienten führt. Insbesondere ist beim Graugusswerkstoff GJL200 sowohl ein höherer Temperatur- als auch Geschwindigkeitseinfluss im Vergleich zum Graugusswerkstoff GJS700 erkennbar.
Bei Temperaturen zwischen 60 °C und 80 °C und niedriger Reibgeschwindigkeit (3 mm/s) kommt es beim GJL200 zu einer Veränderung des Reibkoeffizienten. Die Erhöhung der Temperatur führt zur Erhöhung der Viskosität, was sich direkt auf das tribologische Verhalten auswirkt. Bei den Untersuchungen bei Raumtemperatur (20 °C) konnten keine Unterschiede bei beiden untersuchten Graugusswerkstoffen festgestellt werden.
Zusammenfassung und Ausblick
Die Untersuchungen zeigen, dass mit dem neuen Spiraltribometer mit Reibstiftheizung reproduzierbare Messwerte aufgenommen werden können. Darüber hinaus konnte der Temperatureinfluss, insbesondere bei den Graugusswerkstoff GJL200, bestätigt werden. Das Spiraltribometer bietet zudem die Vorteile in Hinblick auf:
-Abfahren einer Spiralbahn
-Untersuchung der Schmierstoffeigenschaften
-Variation der Reibgeschwindigkeit (1 - 150 mm/s), sowie
-Untersuchungen des Temperatur- und Schmierstoffeinflusses auf den Reibkoeffizienten.
Es konnte aufgezeigt werden, dass eine Fülle von Untersuchungsvarianten durchführbar sind. Zurzeit wird an der Fachhochschule Wels an einer Klimakammer als auch einer Drehtellerheizung gearbeitet. Die Drehtellerheizung soll Temperaturen bis 500 °C gewährleisten, um Untersuchungen des Gegenkörpers unter Einfluss der Temperatur zu ermöglichen.
Prof. (FH) Dr.-Ing. Aziz Huskic,
Martin Kasper MSc, Bakir Mehic BSc
Fakultät für Technik und Umweltwissenschaften, FH Wels
A-4600 Wels
Tel.: +43 7242 72811-0
http://www.fh-wels.at


